UltiMaker Cura 5.12 Stable Yayınlandı: Daha Temiz Köprüler, Daha Güvenilir Dolgu ve Daha Akıllı Ayarlar
UltiMaker, dünyanın en yaygın kullanılan 3D baskı dilimleme yazılımlarından biri olan Cura’nın yeni sürümü Cura 5.12 Stable’ı yayınladı. Bu sürüm, kullanıcıların günlük üretim süreçlerinde daha iyi sonuçlar elde etmesine odaklanıyor.
Yeni versiyon; daha temiz köprüleme (bridging), daha hızlı ve güvenilir dolgu yapıları ve daha akıllı varsayılan ayarlar gibi geliştirmelerle baskı kalitesini iyileştirirken, kullanıcı deneyiminde karşılaşılan küçük sorunları da azaltmayı hedefliyor.
Cura 5.12 ile Gelen Temel Geliştirmeler
Cura’nın bu sürümü, tamamen yeni bir özellik listesi sunmaktan ziyade mevcut iş akışını daha stabil ve verimli hâle getirmeye odaklanıyor.
UltiMaker ekibinin yaklaşımı oldukça net: gerçek üretim senaryolarında daha iyi baskı sonuçları.
Bu kapsamda Cura 5.12’de öne çıkan geliştirmeler şunlar:
Daha temiz ve stabil köprüleme performansı
Daha hızlı ve güvenilir dolgu (infill) oluşturma
Günlük kullanımda daha akıcı bir deneyim
Daha akıllı varsayılan baskı ayarları
Baskı hazırlama sürecinde daha az hata
Bu iyileştirmeler özellikle prototipleme, fonksiyonel parça üretimi ve hızlı iterasyon süreçlerinde önemli avantajlar sağlıyor.
Cura Nedir ve Neden Bu Kadar Önemlidir?
Cura, 3D model dosyalarını katmanlara bölerek yazıcının anlayabileceği G-code üretir. Bu süreç “slicing” olarak adlandırılır ve 3D baskının en kritik adımlarından biridir.
Bugün Cura: milyonlarca kullanıcı tarafından kullanılıyor, haftada milyonlarca baskı işinin hazırlanmasını sağlıyor, açık kaynaklı ve ücretsiz bir yazılım olarak geliştiriliyor
Ayrıca Cura yalnızca UltiMaker yazıcılarla değil, çok sayıda farklı masaüstü 3D yazıcı ile de uyumlu çalışabiliyor.
UltiMaker Cura 5.12 Stable, 3D baskı süreçlerini daha güvenilir ve verimli hâle getirmek için önemli iyileştirmeler sunuyor. Daha temiz köprüler, daha hızlı infill ve daha akıllı varsayılan ayarlar sayesinde kullanıcılar daha stabil ve kaliteli baskılar elde edebiliyor.
3D baskı üretim süreçlerinizi optimize etmek, doğru yazıcı ve yazılım çözümleri hakkında daha fazla bilgi almak için 3dörtgen ekibiyle iletişime geçebilirsiniz. Update’i indirmek için buraya tıklayabilirsin.
3D Yazıcıların Gizli Kahramanları: Dilimleme Yazılımları
Merhaba 3D baskı tutkunları!
3D yazıcılar, son yıllarda büyük bir popülerlik kazandı ve bu teknoloji giderek daha yaygın hale geliyor. Ancak, 3D yazıcının arkasındaki gerçek gizli kahramanları biliyor musunuz? Evet, doğru tahmin ettiniz: dilimleme yazılımları.
3D yazıcılar, bilgisayar destekli tasarım (CAD) programlarıyla oluşturulan dijital model veya tasarımları katman katman birleştirerek gerçek, fiziksel nesneleri üreten cihazlardır. Bu katman birleştirme sürecine “dilimleme” denir. Dilimleme, 3D modeli ince dilimlere bölerek her bir dilimi ayrı ayrı basılabilir bir formata dönüştürür.
Dilimleme yazılımları, 3D baskı sürecinin temel unsurlarından biridir ve 3D modeli, baskıya uygun dilimlere ayırarak, modeli baskıya hazır hale getirir. Bu yazılımlar, 3D baskının başarılı bir şekilde gerçekleşmesi için kritik öneme sahiptir. Peki, en popüler dilimleme yazılımlarından bazıları nelerdir?
1. Ultimaker Cura:
Ultimaker Cura, 3D yazıcı kullanıcıları arasında en popüler dilimleme yazılımlarından biridir.
2011 yılında Ultimaker şirketi tarafından Ultimaker 3D yazıcıları için özel olarak geliştirilmeye başlanan yazılım ilk sürümünü 2012 yılında açık kaynak olarak piyasaya sürdü ve 3D yazıcı topluluğu tarafından hızla benimsendi. Kullanıcı dostu arayüzü ve geniş 3D yazıcı uyumluluğuyla öne çıkar. Cura, kullanıcılara baskı ayarlarını özelleştirme ve optimize etme imkânı sunar. Katman kalınlığı, hız, malzeme türü ve destek yapıları gibi çeşitli parametreler ayarlanabilir. Ayrıca, baskı öncesi önizleme özelliği sayesinde sonuçları görsel olarak değerlendirebilirsiniz.
2. Prusa Slicer:
PrusaSlicer, Prusa Research tarafından geliştirilen bir dilimleme yazılımıdır. Özellikle Prusa 3D yazıcılarıyla uyumlu olacak şekilde optimize edilmiştir, ancak diğer 3D yazıcı markalarıyla da uyumlu çalışır. İlk olarak Slic3r PE (Prusa Edition) olarak adlandırılan bir sürümü 2016 yılında piyasaya sürüldü. PrusaSlicer, kullanıcı dostu bir arayüze sahiptir ve basit kullanımıyla bilinir. Baskı ayarları, destek yapıları ve çoklu ekstruder desteği gibi özellikleriyle dikkat çeker. Ayrıca, baskı kalibrasyonu için gelişmiş araçlar sunar.
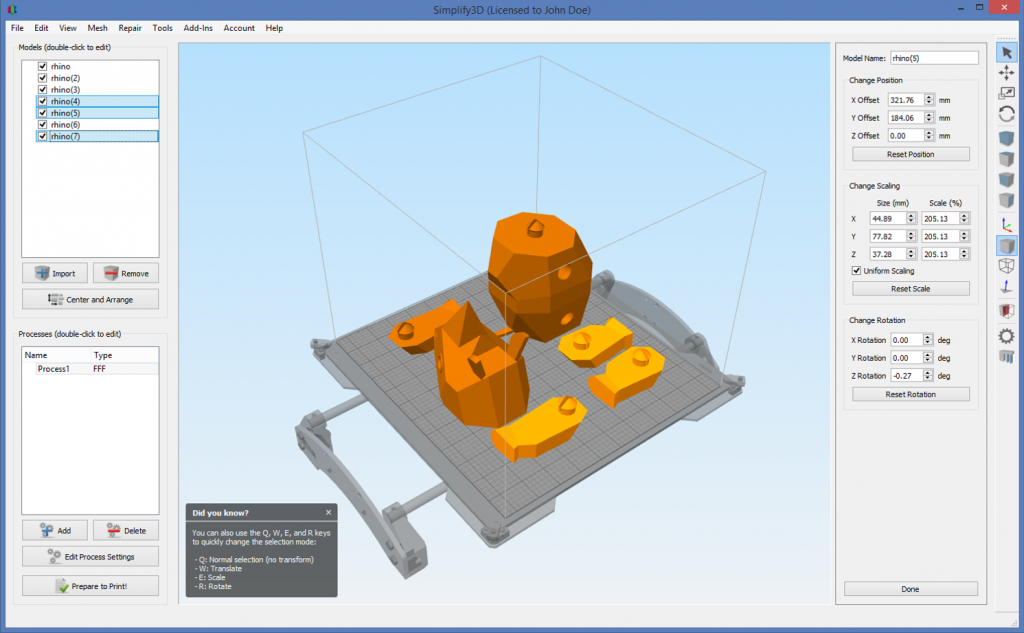
3. Simplify3D:
Simplify3D, ticari bir dilimleme yazılımıdır ve birçok profesyonel kullanıcı tarafından tercih edilir. Simplify3D, 2013 yılında Simplify3D şirketi tarafından piyasaya sürülmüştür. Gelişmiş özellikleri ve esneklik sağlayan ayar seçenekleriyle öne çıkar. Simplify3D, baskı parametrelerinin ayrıntılı kontrolünü sağlar ve katmanlarda optimize kesme işlemleri gerçekleştirir. Çoklu ekstruder desteği, destek yapıları, sıcaklık ayarları ve baskı hızı gibi bir dizi özelliğe sahiptir. Ticari bir yazılım olduğu için, kullanıcılar genellikle ek özellikler ve teknik destek alır.
Bu dilimleme yazılımları, 3D baskı sürecini optimize etmek ve kullanıcılara daha iyi sonuçlar elde etme imkanı sunmak için sürekli olarak güncellenmektedir. Her bir yazılım, kullanıcıların tercihlerine, ihtiyaçlarına ve deneyim seviyelerine göre farklı avantajlar sunar.
3D yazıcıların gizli kahramanları olan dilimleme yazılımları, 3D baskının temelini oluşturur. Bu yazılımlar, kullanıcıların yaratıcılıklarını gerçeğe dönüştürmelerine yardımcı olurken, daha iyi baskı kalitesi ve performansı sağlamak için gelişmiş özellikler sunar.
Dilimleme yazılımları, 3D baskı dünyasında gerçek birer kahramandır ve baskı sürecinde başarılı sonuçlar elde etmek için vazgeçilmez bir rol oynarlar.
Unutmayın, dilimleyin ve baskıya geçin!
Cura 5.3 Güncellemesi ve Yeni Özellikleri
UltiMaker, dijital modelleri 3D basılacak şekilde hazırlamak için dünyanın en popüler uygulaması ücretsiz, açık kaynaklı dilimleme yazılımı Cura 5.0’ı piyasaya sunalı yaklaşık bir yıl oldu. Tahmin edebileceğiniz gibi bu süre zarfında hatalar ve iyileştirme fırsatları ortaya çıktı. Bunun sonucunda Cura 5.3 güncellemesi piyasaya sunuldu.
Cura 5.3, geliştirilmiş öneriler ve en çok kullandığınız tercihlerinizi kaydetmeniz için bir yol sunuyor. (Kaynak: UltiMaker)
Yeni özellikler Cura 5.3’te başlıyor
Geliştirmelere ve düzeltmelere değinmeden önce Cura 5.0 sürümünden bu yana yeni ve en heyecan verici özelliğe geçelim: çoklu malzeme kilitleme.
Çoklu malzeme kilitleme nedir ve neden buna ihtiyacımız var?
İşe FDM 3D baskıdaki temel bir kusur veya engel olan çok malzemeli parçalar hakkında konuşarak başlayalım. Yumuşak bir TPU tutamacını doğrudan PLA veya naylon aletinize basmak güzel olmaz mıydı? Ne yazık ki PLA ve TPU uyumsuz malzemelerdir. Yani aynı malzemeden iki katman gibi birbirine bağlanamazlar. TPU sapınız büyük olasılıkla aletinizden düşecektir.
Bağlantıları yazdırmak, ısıyla ayarlanan dişli ekler kullanmak veya parçaları birbirine yapıştırmak gibi geçici çözümler vardır. Cura 5.3’te çok malzemeli birbirine kenetlenme özelliği ile iki malzemeyi bir kesişme katmanında “örmenize” olanak tanır. Cura, iki malzemenin arayüzünde, farklı malzemeleri fiziksel olarak birbirine kilitleyen alternatif bir örtüşen model oluşturabilir. Bu durum 3D baskının temel kurallarını yeniden düşünmemizi sağlıyor.
UltiMaker, yeni özelliğin çok malzemeli bir parçanın gücünü, bu malzemelerin uyumluluğu olarak değil, iki malzemenin en zayıfının gücü olarak yeniden tanımladığını söylüyor. Aynı anda iki veya daha fazla materyali basabilen herhangi bir yazıcıda mevcuttur. Bunun için “Deneysel” başlığı altındaki “Birbirine Bağlı Yapı Oluştur” ayarını etkinleştirmeniz yeterlidir. Deneysel ayarlar yalnızca ‘Tercihler’ menüsünün ‘Görünürlüğü Ayarlama’ bölümü aracılığıyla etkinleştirildiğinde görünür.
UltiMaker, çok malzemeli birbirine kenetlenmeyi göstermek için PLA’da TPU menteşeyle basılmış işlevsel bir timsah klipsi gösteriyor. Ancak bununla birlikte yapılan uygulamalar sonsuzdur. İhtiyaç duyulduğunda kaplama olarak naylon aparatlar ve TPU menteşeli armatürler veya daha yumuşak malzemelerden parçalar basan makine atölyeleri ve fabrikalar da bulunuyor.
Interlocking’i döndürün
Timsah klipsi dışında bu özelliği indirip deneyebileceğiniz çok az model olduğunu unutmayın. Bir tasarımcıysanız, CAD programınızda birbirine geçmenin bir avantaj olabileceği yerleri göz önünde bulundurarak parça montajlarınıza göz atabilirsiniz.
Bunun için başlamanın en kolay yolu birden fazla STL dosyası kullanmaktır. Birden fazla STL dosyasını Cura’ya aktarın. Aktarmanın ardından her ikisine de farklı dokular, farklı ekstrüderlere atanmış farklı malzemeler verin. Ardından bunları bir araya getirmek için birbirine bağlama özelliğini kullanın. Alternatif olarak, her bir ağı farklı bir baskı çekirdeğine atayarak ve ardından bunları birbirine bağlamak için Cura birbirine kenetleme özelliğini kullanarak CAD’de kafeslerle çalışabilirsiniz. Ne kadar çok katmanınız varsa, o kadar güçlü bir çalışmanız olur.
Dikkat etmek esteyeceğiniz öneriler
Cura, herkese uymayan ve ince ayar ve manuel ayarlamalar gerektiren yazdırma ayarları önerebilir. UltiMaker’daki insanlar yaptığınız değişiklikleri gördüler ve aynı fikirdeler ya da en azından ilgilerini çektiler. Önerilen yazdırma ayarları menüsü, dolgu deseni seçme seçeneği, destek yerleşimi ve daha fazlası gibi en sık değiştirilen ayarları içerecek şekilde güncellendi. Önerilen ayarlarda sonrasında yapacağınız baskılar için yaptığınız değişiklikleri kaydetmek de artık mümkün.
Cura’da kullanıcı dilimleme verilerine bir göz attığımızda, birçok kullanıcının uzmanlar olarak bizim söyleyeceğimiz şeyleri yaptığını görüyoruz. Örneğin, önceden katman yüksekliğine o kadar sık dokunmazdık. Peki şimdi insanlar neden katman yüksekliğini değiştiriyor? İnsanların yapmak istediklerine, beraberinde gelebilecek hatalara düşmeden ulaşmalarını kolaylaştırmanın yollarını bulmak amacıyla, insanların neler yaptıklarına bakıyoruz.
Cura geliştiricileri hataları siz rastlamadan ortaya çıkarır. Buna rağmen yine de ayarları istediğiniz gibi değiştirme özgürlüğüne sahipsiniz. Ne yaptığınızı biliyorsanız, yapmaya devam etmenizde bir sorun bulunmuyor. Ancak biraz acemiyseniz, önerilen menüde hedeflerinize kolaylıkla ulaşabilirsiniz.
Cura 5.3’teki Kenarlıklar artık tek bir modelde iki malzemeyle basılabilir. Bu da daha iyi yapışma ve daha temiz baskı sonrası işleme sağlar. (Kaynak: UltiMaker)
Kaliteyi artırmak için ince ayar ve düzeltmeler
Şimdi genel olarak daha iyi basılmış bölümlerle sonuçlanması gereken düzeltmelere geçelim.
Z Dikiş: Baskı kafası bir sonraki katmana başlamak için yukarı hareket ettiğinde ve arkasında biraz fazladan malzeme bıraktığında oluşan dikey leke çizgileridir. Cura 5.3, “En Keskin Köşe” Z dikişi hizalama ayarını ve “Dikiş Köşesi Tercihi” açılır menüsü altındaki ‘Yok’u kullandığınızda Z dikişlerini daha tutarlı bir şekilde hizalar.
Siperlikler: UltiMaker, siperliklerle yazdırmanın da iyileştirildiğini söylüyor. Kenarlıklar artık daha hızlı yazdırılacak ve çıkarılması daha kolay olacaktır. Kenarlara artık tek bir modelde iki malzeme ile basılabilir. Bu da daha iyi yapışma ve daha temiz baskı sonrası işleme ile sonuçlanır.
Taban Katmanları: İlk baskı katmanını dikkatle izlerken, baskı kafasının neden dıştan içe sıralı eş merkezli bir modelde hareket etmediğini, bunun yerine yazdırma sırasının bozuk göründüğünü hiç merak ettiniz mi? “Bottom Pattern Initial Layer” ayarı altında “Concentric” seçeneğini seçtiğinizde, ilk katmanınız sıralı olarak yazdırılacaktır.
Yeni ağaç destekleri, mevcut ağaç destekleri versiyonundan daha az filament kullanır. Ancak bunlar 5.3 sürümü için tam olarak hazır değildir. (Kaynak: UltiMaker)
Destekler: UltiMaker’a göre Cura 5.3 “daha az gereksiz destek yapısı” oluşturacak. Sadece gerekli destek yapıları önemli bir gelişmedir. Şirket, güncellenmiş dilimleyicinin, özellikle küçük karmaşık ayrıntılara sahip parçaları yazdırırken genel olarak daha güvenilir destekler oluşturacağını söylüyor.
Geçmiş sürümlerde destekleri daha iyi hale getirmek için biraz üzerinde oynama yapılıyor. Bu durum yüzeylerin daha iyi desteklenmesi, aynı zamanda mümkün olduğunca az malzeme kullanılması ve mümkün olduğunca hızlı baskı yapılması anlamına geliyor. Destek özellikleri 5.3’te daha kararlı ve öngörülebilir olacak.
Vaat edilen iyileştirilmiş Noel ağacı desteklerinin bu güncellemede piyasaya çıkacağını pek söyleyemeyiz. Görünüşe göre, tam olarak hazır değiller. Yine de nihai sürümlerini tahmin ederek denemek için alfa sürümünü indirebilirsiniz.
Sivri Detaylar: UltiMaker, küçük katmanların kalitesini iyileştirmek için baskı hızlarının ve minimum katman süresi davranışının ayarlandığını söylüyor. Sonuç olarak küçük sivri uçlar, koniler ve sivri ayrıntılar artık daha iyi yazdırılacaktır.
UltiMaker Cura, Yeni Ağaç Desteği Sunuyor
UltiMaker Cura topluluğu ekosistemini geliştirmek için dinamik bir şekilde çalışıyor. Topluluk, yeni özellikler isteyerek ve hataları bildirerek bu gelişimi daima aktif tutuyor. Cura açık kaynak olduğundan, siz veya başka biri yazılımın nasıl geliştirileceği konusunda önerilerde bulunabilirsiniz. Bu topluluk üyelerinden biri de Thomas Rahm. Haziran 2020’de, “beklentilerini karşılamadıkları” için Ağaç Desteği’nde iyileştirmeler yapmaya başladığı bir bölüm oluşturdu. Daha sonra birçok kod satırı değişti. Ekip iyileştirmelerini daha geniş bir kitleye ulaştırmak için çalışmaya başladı.
Bunu yapmak için Cura 5.2’nin 5.3.0 Alpha + Xmas adlı özel bir sürümünü oluşturdular. UltiMaker Cura 5.2.1 ile karşılaştırıldığında sunulan tek değişiklik, yeni destekler için gerekli olanlardı. Bu yüzden unutmayın ki bu Cura 5.3 için bir ön inceleme değil. Ancak ağaç desteklerinin bu yeni sürümünü vurgulayan bir spot ışığı sürümü diyebiliriz.
Yeni Ağaç Desteği Uygulaması
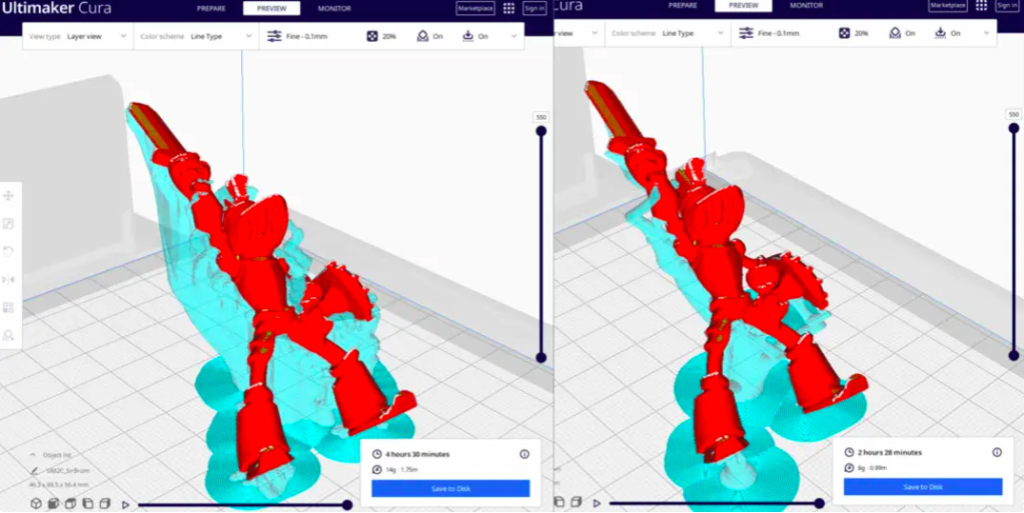
Bu yeni ağaç destekleri, mevcut ağaç destek versiyonundan önemli ölçüde daha az filament kullanıyor. Mevcut ağaç desteklerinin, geri çekilme miktarını sınırlamak için birden çok dalı daha büyük bir dal halinde birleştirme eğiliminde olduğu yerlerde, bu ağaçların farklı bir şekli vardır. Bunla birlikte zorlu köşelere ulaşabilen daha küçük dalları vardır. Daha az filament ekstrüde edildiğinde, baskı süresinde de önemli bir azalma görürsünüz.
Baskı süresi ve ekstrüde edilen malzemede azalmaya dair bir örnek
Bir başka önemli gelişme de artık bunların çıkarılmasının daha kolay olmasıdır. Destekleri çıkarmak için yine de bazı penselere ihtiyacınız olacak. Yine de bunları çıkarmanın ne kadar sürdüğü konusunda önemli bir zaman tasarrufu yaşayacaksınız. Dalların modelden kolayca ayrılması sayesinde, bu süreçte baskınıza zarar verme olasılığınız da azalır. Ağaç desteğinin modele temas ettiği yerde model üzerinde bırakılan yara izleri de önemli ölçüde iyileştirilerek daha temiz baskılar elde edilmiştir.
Yeni ağaç desteklerinin modelinizden çıkarılması daha kolaydır.
Artık ağaç desteklerinize aşağıdakiler dahil bir dizi yeni ayar uygulanabilir: destek engelleyici, modele göre ayarlar ve yatay genişleme desteği. Ağaç desteklerini değiştirebileceğiniz olası yolları genişletmek ve özelleştirme seçeneklerini normal desteklerle daha yakın hale getirebilirsiniz.
Baskı süresi daha hızlı olmasının yanı sıra dilimleme artık birden fazla çekirdek üzerinde yapıldığından dilimleme süreleri de azaltılmıştır. Bu, ayarlarınızı değiştirmenizi, değişiklikler yapmanızı kolaylaştırır. Bununla birlikte elbette bekleme sürenizi azaltır.
Test etmeye nasıl başlayabilirsiniz?
Bu yeni ağaç desteklerini hemen şimdi deneyebilirsiniz. Bunun için;
UltiMaker Cura 5.3.0-Alpha-Xmas’ı indirin.
Aşina olduğunuz baskılarla bazı testler yapın. Test amacıyla varsayılan olarak ağaç desteklerini etkinleştirilmiş bir şekilde sizi bekliyor.
Herhangi bir geri bildirimi veya hatayı GitHub aracılığıyla paylaşabilirsiniz. (Sadece bir hata veya özellik isteği girin, otomatik olarak doğru geri bildirim şablonunu bulacaksınız.)
Teste başladığınızda akılda tutulması gereken notlar
Aşağıdaki ayarlar tanıtıldı:
Ağaç Desteği Tercih Edilen Dal Açısı
Ağaç Desteği Maksimum Dal Açısı
Modele Göre Ağaç Destek Çapı Artışı
Ağaç Desteği Modele Minimum Yükseklik
Ağaç Desteği İlk Katman Çapı
Destek Arayüzü Önceliği
Ağaç Destek Limiti Şube Erişimi
Ağaç Desteği Optimal Dal Aralığı
Ağaç Destek Dinlenme Tercihi
Bir hata raporu göndermeden önce “Sürüm” notlarına bir göz atın. Bilinen tüm sorunların bir listesi olacaktır. Bu her iki taraf için fazladan çalışmayı önleyecektir.
Bununla birlikte bahsettiğimiz UltiMaker Cura alpha’nın ‘normal’ kullanım için uygun olmadığını unutmayın. Sadece test için kullanılmalıdır. Bir veya daha fazla hatayla (bazıları bilinen, bazıları bilinmeyen) karşılaşma olasılığınız daha yüksektir. Bunlar baskı kalitesini düşürebilir. Örneğin, profillerin UltiMaker Cura 5.3’e düzgün bir şekilde taşınacağını garanti değildir. Bu nedenle, yükseltmeden önce bunları kaydettiğinizden emin olun.
Son olarak bu alfa testine katkıda bulunarak sürdürülebilir bir çalışma modeline destek olacağınızı unutmayın!
Mimari Uygulamalarda Ultimaker ve 3D Baskı Teknolojisi
Bir yandan sürdürülebilir kalkınma hedeflerini bir yandansa iklim krizine karşı alınabilecek önemleri tartışırken 3D baskı teknolojisi özellikle mimari faaliyetlerde çevre dostu uygulamalarıyla fark yaratıyor. Farklı bir mimari uygulama türüne dayanan Make isimli şirket, geleceğe dair tüm bu kaygıları ardına alarak “dünyadaki en iyi binaları, yerleri ve alanları tasarlamayı” hedefliyor. Make’in demokratik tasarım kültürünü destekleyen Ultimaker 3D yazıcıları, model oluşturma ekibinin proje konseptlerinden devasa modellerine kadar her yıl binlerce modeli üretmesine olanak tanıyor.
3D Yazıcılardan Önceki Model Yapım Süreci
Make Model Mağazası Müdürü Paul Miles’ın aktardıklarına göre ekip 3D yazıcıları üretim süreçlerine entegre etmeden önce geleneksel model yapma yöntemlerinden yararlanıyordu. Geleneksel konseptte modeller manuel bir şekilde sünger ve kartondan kesilerek üretiliyordu. Eğer toplu bir üretim yapılacaksa keresteye başvuruluyordu. Tahmin edebileceğiniz üzere tamamıyla el işine dayanan bu süreç oldukça zaman alan ve emek isteyen faaliyetleri beraberinde getiriyordu.
“Hala bir ahşap atölyemiz var, ancak büyük kereste tomruklarını taşımak zor. O sürecin yarattığı gürültü ve toz, ofisteki temiz ve sessiz yazıcılardan tamamen farklı.”
– Make Model Mağazası Müdürü Paul Miles
3D Baskı ile Zaman ve Maliyet Tasarrufu
Bugün, Make’in mimari tasarımlarının neredeyse tamamı bir Ultimaker baskı plakasında hayat buluyor. 3D yazıcılar, büyük fizibilite çalışmaları için bile kullanılabiliyor. Örneğin, ekip bu avantajdan yararlanarak yakın zamanda Doğu Londra’nın 1:1000 ölçekli bağlam modelini tamamladı. Şehrin bir kilometrekaresini yeniden üreten 850 bina 3D olarak basılarak bir metrekarelik bir tabana hassas bir şekilde yerleştirildi.
Bu büyük 3D baskı fizibilite çalışması yalnızca 2.000 £’a mal oldu ve tamamlanması iki hafta sürdü
Birkaç yıl öncesine kadar Paul, bu modeli keresteden inşa etmesi için üçüncü taraf bir tedarikçiyi görevlendirmek durumunda kalıyordu. Bu da yapımı hem 6 hafta süren hem de yaklaşık 20.000 £ (26.500 $) gibi bir maliyete denk gelen model anlamına geliyordu. Şimdiyse bir Ultimaker 2+ ve Ultimaker 3 yazıcı paketiyle, Paul’ün ekibi iki gün içinde yüzlerce ayrı yapı üretebiliyor. Peki bu durumda zamandan ve maliyetten ne kadar tasarruf ediyorlar? İşçilik ve malzeme için ayırmaları gereken bütçe yaklaşık 2.000 £ (2.650 $) iken ihtiyaç duydukları zamansa iki haftaya kadar düşüyor.
Çoğu işletme için %90 oranında zaman ve maliyet tasarrufu oyunun kurallarını değiştiren bir yatırım getirisi olarak kabul edilse de Paul bunu yalnızca bir avantaj olarak görüyor. Onun için 3D baskı bir model yapımının gerçek değeri başka bir yerde yatıyor.
Tasarımcılar, yapının orijinal dış cephesini korurken bir LSQ London’ı yeniden üretmek için yinelemeli 3D baskı modelleri kullandı
Atölye Kültürüne Destek
Ultimaker yazıcılar, Make’in ‘atölye’ çalışmalarında önemli bir rol oynuyor. Her stüdyo çalışanı, model dükkanının 3D yazıcılarını kullanmaya ve kendi tasarımlarını yaratmaya teşvik ediliyor. Paul, Ultimaker’ın kullanımı kolay ekosistemi olmadan bunun mümkün olmayacağına inanıyor.
“Ultimaker Cura ve 3D yazıcılar, herkesin bir 3D tasarımı basabileceği anlamına geliyor. Varsayılan malzeme profilleri ile kolay iş akışı kesinlikle büyük bir avantaj sağlıyor.”
Bu, özellikle alanın kısıtlamalarını test etmek ve konseptlerini olgunluğa getirmek için hızlı 3D yinelemeler yazdıran tasarımcılar için oldukça kullanışlı oluyor.
Bir yapının estetik özelliklerinin 3D baskı bir modelle ince ayarlanması, binaları hissetmenize olanak tanır
Tasarımcılar, mimarlar ve müşteriler, doğru ve uygun maliyetli 3D baskı modellere dayalı olarak önemli yaratıcı kararlar alabilir
Tasarımcılar bunu yapabilmek adına ilk olarak alanın estetik sınırlarını bulmak için kaba ‘3D eskizler’ basar. Ölçek, hacim, kütle, orantı ve yön bu aramadaki değişkenler olarak kabul edilir. Üzerinde çalışılan alan için mümkün olan en iyi binayı tasarlarken, araştırmalarının oldukça titiz davranması gerekiyor. Bu nedenle her yapının çevresiyle uyum içinde olduğundan, insan faaliyetlerine uyum sağladığından ve hatta doğru gölgeler oluşturduğundan emin olmak için etrafını çevreleyen şehir manzarasına karşı kontrol edilir.
Paul, aynı deneyimin bir bilgisayar ekranının 2D düzleminde elde edilemeyeceğini ise şöyle açıklıyor:
“3D baskı konsept modeller, mimarlardan müşterilere kadar herkesin modelin etrafında gerçekten hareket edebileceği ve binaları tam manasıyla hissedebilecekleri anlamına geliyor.”
Yerel Dijital Üretim ile Küresel Çapta İşler
Sidney ve Hong Kong’da bulunan ek stüdyolarla Make’in 3D baskı iş akışı, sorunsuz paylaşıma olanak tanıyarak üretkenliği artırıyor. Örneğin, teslim tarihleri yaklaştığında, küresel ekip üç ofis saat dilimi sayesinde günün her saati 3D tasarımlar üzerinde iş birliği yapabilir. Paul, ofisler arasında çok fazla akış olduğunu belirtiyor:
“Londra’da dosyalar oluşturacağız ve onlar da Sidney veya Hong Kong’da çıktılarını alacaklar. Bireysel stüdyolardan ziyade kolektif bir çaba.”
Make mimarları yinelemeli ‘3D eskizler’ oluşturmak ve alanın tasarım kısıtlamalarını keşfedebilmek amacıyla 14 Ultimaker 3D yazıcılarını kullanıyor
Ultimaker Cura’nın basit ama güçlü arayüzü, Make’in 3D yazıcı paketine her çalışanın erişebileceği anlamına geliyor
Tek Bir Ağ Üzerinde Ölçeklenebilir Model Oluşturma
Yıllar geçtikçe, model üreticilerinin Ultimaker yazıcılara olan güveni artıyor. İlk iki yazıcısı 2014 yılında meslektaşları tarafından iyi karşılandıktan sonra, Paul yazıcı kapasitelerini hızla dörde ve ardından sekize çıkardı. Ekip artık 14 yazıcıyla çok çeşitli model projeler oluşturabiliyor.
“Birden fazla Ultimaker 3D yazıcı kullanırken Cura Connect, neyin yazdırıldığını ve makinelerin nasıl işlediğini kontrol edebilmeyi gerçekten kolaylaştırıyor. Bazen evden ağda oturum açarım ve oradan yazdırma ilerlemesini kontrol ederim.”
Paul Miles
3D Baskı ile Ödüllü Tasarımlar
Artık iş akışlarına entegre edilmiş 3D baskı teknolojisi ile Paul ve ekibi, birçok iş için en etkili araç olarak Ultimaker yazıcılarına güveniyor. Paul’ün ekibi, bu teknolojiyi sprey boyama ve lazer kesim ile birleştirerek, modellerin genel tasarımına odaklanmak için ihtiyaç duydukları zamanı ve dikkati elde edebiliyor. Şimdilik 14 yazıcıyla işlerini yürüten ekip gerektiği takdirde bu sayıyı hızla artırabileceklerini ifade ediyor.
3D baskının mimari uygulamalara kattığı değeri ve süreç içerisinde sunduğu avantajları bu içeriğimizde güncel örnekleriyle birlikte ele aldık. 3D baskı teknolojisi birçok alanda olduğu gibi mimari uygulamalarınızda da en etkili üretim aracı olmaya devam ediyor.
3D baskı genellikle seri üretim yöntemlerini kolaylaştırma ve model prototipleme amacıyla kullanılır. Nihai sonuçlar aynı görünse de içerikte önemli değişiklikler bulunur. 3D baskının en büyük faydalarından biri, bir parçanın boşluğunu değiştirebilme yeteneğidir. İmalat açısından, içi boş bir parça, sağlam bir parçaya göre daha az zaman ve malzeme gerektirir. Böylelikle toplam ağırlığı ve maliyeti düşürür!
3D baskının iç kısmına dolgu denir ve yoğunluk açısından %0 ila %100 ayarlanabilir. Ayrıca bir parçanın nasıl doldurulacağı çok çeşitli desenlere göre ayarlanabilir.
Bu yazıda, özellikle Cura dolgu kalıplarını yakından inceleyeceğiz.
Hangi Dolgu Kalıpları Vardır?
Cura’nın (4.12) en son sürümünde, kullanıma uygun 14 tip dolgu vardır. Bunlar:
Modeller ve figürler: Lightning, çizgiler, zikzak
“Standart” 3D baskılar: Izgara, üçgenler, üç altıgen
Fonksiyonel 3D baskılar: Kübik, kübik alt bölme, sekizli, çeyrek küp, gyroid
Esnek 3D baskılar: Eş merkezli, çapraz, çapraz 3D
Model gemiler ve heykelcikler, düşük mukavemetli dolgu için ideal adaylardır (Kaynak: RealAbsurdity)
Modeller ve Figürler
Tipik dolgu yoğunluğu: %0-15
3D baskılar model veya heykelcik üretiminde kullanılıyorlarsa, genellikle çok fazla güç gerektirmez. Çünkü ağır taşımaya veya basınca maruz kalmazlar. Bu tür uygulamalar için yıldırım, çizgiler veya zikzak dolgu desenleri en iyisidir. Böylelikle en hızlı baskıları verirler.
“Dolgu Hatlarını Bağla”yı seçerseniz, çizgiler (sol) ve zikzak (sağ) aynı görünür (Kaynak: Attaman555)
Diğer dilimleyicilerdeki “doğrusal”a benzer şekilde, her iki desen de katman başına yalnızca bir eksenin yazdırıldığı 2D bir ızgara oluşturur. İkisi arasındaki fark, çizgi deseninin katman başına birden çok çizgi oluşturması, “zikzak” ise yalnızca bir sabit çizgi olmasıdır (model tarafından kesintiye uğratılmadığı sürece). Yukarıdaki resimde görüldüğü gibi “Dolgu Hatları Bağla” seçildiğinde, çizgiler ve zikzak arasındaki fark pratik olarak ayırt edilemez hale gelir.
Modeller veya figürinler, bunun gibi basit dolgu desenleriyle iyi çalışır. Bazı prototipler, dayanıklılık açısından test edilmedikleri sürece iyi sonuç gösterir.
Standart 3D Baskılar
Tipik dolgu yoğunluğu: %15-50
Yukarıdaki filament kılavuzu gibi düşük gerilime maruz kalan 3D baskılar için orta kuvvette bir dolgu deseni kullanılmalıdır. Izgara, üçgen veya üç altıgen gibi dolgu desenleri de uygunluk gösterir. Ancak bu desenler, satırlara kıyasla yazdırma süresini %25’e kadar artırabilir.
Üçgenler: Üçgenlerden oluşan 2 boyutlu bir ağ olan bu model, nesnenin yüzüne dik bir yük uygulandığında güç açısından doğal bir avantaja sahiptir. Ayrıca duvarlar arasında çok az bağlantıya sahip olabilecek ince, dikdörtgen bileşenlere sahip parçalar için de uygundur.
Üçlü altıgen: Bu 2D desen, üçgenlerle serpiştirilmiş altıgenler üretir. Avantajlardan biri, altıgenlerin verimli bir şekil olmasıdır. Bu da onları malzeme kullanımlarına göre güçlü bir dolgu deseni haline getirmektedir. Buna ek olarak, üç altıgen dolgunun her iki tarafı bağlamak için daha kısa hatları vardır ve bu da kötü baskı soğutmasından kaynaklanan eğilme sorunlarının azalmasına neden olur.
Fonksiyonel 3D Baskılar
Tipik dolgu yoğunluğu: >%50
İşlevsel 3D baskılar, birden çok yönde yüksek mukavemet gerektirir. Dolgu modelleri için güçlü adaylar arasında kübik, kübik alt bölme, çeyrek kübik, sekizli ve gyroid bulunur.
Kübik: Yığılmış ve eğik küplerden oluşan bir 3D modeldir.
Kübik alt bölüm: Kübik varyasyon daha az malzeme kullanır.
Sekizli: Dört yüzlü dolgu olarak da bilinen bu desen, piramit şekillerini üst üste dizer.
Kübik ve sekizli dolgu desenleri (Kaynak: Ultimaker)
Çeyrek küp: Bu 3D model sekizli gibidir fakat piramit şekillerinin yarısı diğer yarısına göre kaydırılır.
Gyroid: Dalga izlenimi veren, özellikle benzersiz bir 3D modeldir. Bu, birden çok yönde eşit derecede güçlü bir baskı ile sonuçlanır. Bu nedenle, bu dolgu modeli, birden çok şekilde vurgulanacak bir parça için iyi bir seçim olacaktır.
Genellikle yukarıdaki desenler, estetik çekicilikleri nedeniyle daha düşük dolgu yoğunlukları için de kullanılır. Bazı üreticiler bu tür bir etkiyi sever.
Esnek 3D Baskılar
Tipik dolgu yoğunluğu: %0-100 (baskınızın ne kadar “yumuşak” olmasını istediğinize bağlı olarak)
Baskının esnek yapısını korumak içinesnek dolgu desenleri kullanılmalıdır. Eş merkezli, çapraz ve çapraz 3D gibi dolgu desenleri bu tür baskılar için en iyi sonucu verir.
Eş merkezli: 2D desen, baskının iç kısmında dış duvarların şekillerini taklit eden “dalgalar” üretir. Bu, yüzeyde eş merkezli dairesel dalgalar oluşturan suya atılan bir taşa benzer.
Eş merkezli dolgu deseni, bir baskının dış desenini korur (Kaynak: sert.ink)
Çapraz: Başka bir 2D desen, çapraz, çok süslü haçlar gibi görünen ızgaralar üretir. Haçlar arasındaki boşluklar bükülmeye ve bükülmeye izin verir.
Çapraz 3D: Bu 3D desen, çapraza benzer fakat baskı büyüdükçe çizgiler eğimlerde hareket eder. Sonucunda biraz daha sert bir nesne meydana gelir.
İpuçları
Dolgu Hattı Yönü
Dolgu ile yaygın olarak gözden kaçan bir ayar, dolgu hattı yönüdür. Bu, varsayılan olarak 45°’ye ayarlanmıştır. Böylece hem X hem de Y motorları dolguyu maksimum hızda yazdırmak için birlikte çalışır. Bununla birlikte, özellikle duvarları diyagonal olarak hizalanmışsa, parçaya maksimum dayanıklılık veya esneklik sağlamak için dolguyu farklı bir açıyla yönlendirmek avantajlı olabilir.
Gradyan Dolgusu ve Kademeli Dolgu
Dolgu söz konusu olduğunda, genellikle bunu bir parçanın içinde tek tip olarak düşünürüz. Ancak bu şekilde olmak zorunda değildir.
Gradyan dolguyu kullanarak, daha fazla dolgu yoğunluğuna sahip bir baskı ayarlayabiliriz. Genel olarak konuşursak, bu, daha az malzeme kullanırken bir parçanın etkili mukavemetini ve sertliğini korumalıdır. Bu ayar Cura’ya özgü değildir fakat bir Python betiği kullanılarak nispeten kolay bir şekilde gerçekleştirilebilir.
Gradyan dolgu, benzer bir iş yapan kademeli dolgu ile karıştırılmamalıdır. Bu dolgu X ve Y eksenlerinden ziyade Z’dedir. Başka bir deyişle, bu ayar dolguyu baskının üst kısmına yakın yerlerde alt kısmına göre daha yoğun hale getirir. Bu, sertlik gerektiren bir uç için yeterli gücü sağlarken malzeme ve zamandan tasarruf sağlayabilir.
Çoklu Dolgu Yoğunluğu
Cura’nın dördüncü versiyonu piyasaya çıktığından beri, “model başına” dolgu yoğunlukları belirleme olasılığı vardır. Aşağıdaki videoda görüldüğü gibi aynı baskıda birden fazla dolgu yoğunluğu ve türü dahil olmak üzere bazı şık tasarım hilelerine izin verdiği için bu avantajlıdır. Bu tür düz altlık benzeri dolgu ayarı için çok sayıda kullanım olmasa da bu yöntem göründüğünden daha fazla işe yarayabilir:
İçe aktarılan her model için özel ayarlar belirleme ve Cura’nın bunları sorunsuz bir şekilde birleştirme yeteneği ile belirli alanlarda özel destek sağlamak mümkün görünüyor. Bu kesinlikle manuel olarak yapılacak çok iş anlamına gelse de belki yakın gelecekte bu entegre bir özellik olacaktır. Tamamen özelleştirilebilir bir iç yapı, belirli tasarımlar için kesinlikle kullanışlı olacaktır.
3D baskının uygulama alanlarında yarattığı farkı görebilmek adına zaman zaman geleneksel üretim yöntemleriyle yapılan kıyaslamalar faydalı olabiliyor. Bu nedenle gelin yine bir karşılaştırmayla başlayalım. Geleneksel üretimde parçalar modelin iç ve dış alanları arasında herhangi bir ayrım yapılmadan bir bütün olarak ele alınırken 3D baskı parçaların iç ve dış kısımları teknik olarak birbirinden ayrılır. Bu durum 3D baskı parçaların tamamen farklı şekillerde üretilmesinden kaynaklanır. Bu rehberle birlikte duvarlar ve aynı zamanda üst/alt katmanlar için olanlar da dahil olmak üzere önemli 3D baskı kalınlık ayarları hakkında bilgi edineceğiz. Aynı zamanda bu ayarların nasıl en doğru şekilde kullanılacağına dair detayları gözden geçireceğiz.
Dolgu ve Kabuk Farkı
3D baskının iç kısmı dolgu, dış kısmı ise kabuk olarak adlandırılır. Dolgu, %0 (içi boş) ve %100 (katı) arasındaki herhangi bir yoğunlukta ve çeşitli özel yapılarda basılabilirken; kabuk tamamıyla katı bir halde basılır. Bu noktada kabuk, bir 3D baskının en göze çarpan öğesi olmakla kalmaz, aynı zamanda modelin dayanıklılık gibi mekanik özelliklerini de büyük ölçüde etkiler. Kabuk olarak adlandırdığımız bu kısım baskının duvarlarını, üst ve alt katmanlarını kapsar. Dolguysa, bir baskının yüksekliğini kaplayan dikey dış bölgeleri oluşturur ve aynı zamanda üst ve alt katmanlar da yatay bölgeleri kaplar.
3D baskılar alt katmanlar, üst katmanlar, duvarlar ve dolgudan oluşur
Bu iki bölge birbirinden farklıdır çünkü duvarlar bir baskının yatay çevresini kaplayarak Z ekseni boyunca yukarıya doğru devam eder. Üst ve alt katmanlarsa, duvarların oluşturduğu çevre içindeki tüm yatay alanı kaplar.
Kabuklar ve alt bileşenleri, bir 3D baskının hayati parçaları olarak kodlayabiliriz çünkü daha önce de belirttiğimiz üzere bu kısımlar bir parçanın gücünü ve dayanıklılığını önemli ölçüde etkileyebilir. Bu nedenle, kabuk dilimleyici ayarlarınızın 3D baskı parçanızın amacı ile uyumlu olmasını sağlamak önem taşıyor.
Ana Ayarlar
Duvar çizgisi sayısı, bir modelin dış taraflarını oluşturan çizgi sayısıdır
3D bir modeli 3D olarak yazdırılabilir G koduna dönüştüren neredeyse tüm 3 boyutlu dilimleyici programlarının kabuk ayarları bulunur. Detaylara inmeden önce, bu rehberimizde kullandığımız terminolojinin çoğunun Cura‘ya dayandığını belirtmekte fayda olduğunu düşünüyoruz. Yine de diğer 3D dilimleyicilerde kullanılan terimler elbette açık olmalıdır. Örneğin, Slic3r ve PrusaSlicer‘da kabuklar “Perimeters” olarak adlandırılır.
Bu ayarlar hem baskınızı tamamlamanıza yardımcı olabilir hem de baskının bozulmasına sebep olabilir, çünkü ayarlamada yapacağınız en ufak bir hata baskıda önemli hatalara yol açabilir. Pek çok farklı ayar, kabukların nasıl üretileceğini bir şekilde etkileyebilir ancak bu ayarlardan özellikle birkaç tanesini sizlerle incelemek istiyoruz.
Kalınlık, Çizgi Sayısı ve Katmanlar
Duvarlar ve üst/alt katmanlar için gerekli en önemli ayarın kabuk özelliklerinin kalınlığı olduğunu söyleyebiliriz. Ne yazık ki, genellikle duvar kalınlığı ve üst ve alt katman kalınlığı ayrı ayrı ele alındığından, çoğu zaman kabuk kalınlığı için tek bir dilimleyici ayarı bulunmaz.
Ayrıca, kabuk kalınlığı ayarları genellikle satır sayısı veya genişlik/yükseklik (milimetre cinsinden) olarak ele alınabilir. Kabuk kalınlığı değerlendirmenin bu iki yolu birbiriyle doğrudan ilişkili olduğundan birini ayarlamak diğerini otomatik olarak ayarlamak anlamına geliyor. Böylece hangisinin daha rahat olduğunu düşünüyorsanız onunla çalışabilirsiniz.
Cura’da basitçe “Duvar Kalınlığı” olarak adlandırılan milimetre cinsinden ölçülen duvar genişliği, bir baskıdaki duvar kümesinin genişliğini belirler. Duvar hattı sayısı ayarıysa, nozülün duvarlar için alması gereken istenen geçiş sayısını temsil eder.
Alt katmanlar, dolgu baskısı başlamadan önce yazdırılır
Üst ve alt katmanlar için kalınlık ayarlarıysa oldukça benzerdir. Üst ve alt kalınlık, katmanların yüksekliğini ifade eder, dolayısıyla bunları tek bir ayarda birleştirme veya ayrı ayrı ayarlama seçeneğiniz bulunuyor. Üst ve alt katman ayarları satır sayısını tanımlar. Eğer bu yoldan ilerleyecekseniz, bu katmanların gerçek yüksekliğinin, genel baskının katman yüksekliği için ayarladığınız değere bağlı olacağını unutmayın.
Kabuk kalınlığı veya çizgi sayısı değeri, modelinizin amacına ve yazdırdığınız malzemeye göre değişmelidir. Ne kadar çok duvarınız varsa, baskınız o kadar uzun sürecek; 3D yazıcınız o kadar fazla malzeme tüketecek demektir. Bu da nihai ürünün daha sağlam olması anlamına geliyor.
Öneriler
Kabuk kalınlığı ayarları hakkında gerekli bilgileri edindiğinize göre, dilimleyicinizde duvar kalınlığınızı (veya satır sayısını) ve üst/alt kalınlığınızı (veya katmanları) ayarlamanın zamanı geldi diye düşünüyoruz. Orta derecede güçlü parçaların yazdırılması için 0,8-1,6 mm (3-4 duvar çizgisi) aralığında duvar kalınlığı ve 0,8-1,2 mm (katman yüksekliğine bağlı olarak 4-6 katman) civarında bir üst/alt kalınlık gerekir. Çoğu durumda, dilimleyicinizin varsayılan değerleri bu değerleri yakalamanız için uygun olacaktır.
Yine de kendi özel ayarlarınızı oluşturmak istiyorsanız, bilmeniz gereken birkaç temel kural bulunuyor:
Tam boyutlu duvarları basmak için ideal olduğundan, duvar kalınlığı için nozul çapınızın katlarını kullanmanızı öneririz.
Benzer şekilde, tam boyutlu katmanlar en iyi sonuçları vereceğinden üst/alt kalınlık için katman yüksekliğinizin katlarını kullanmanızı öneririz.
Daha yüksek mukavemetli parçalar istiyorsanız, 2-3 mm duvar kalınlığı ve 1,6-2 mm üst/alt kalınlık gibi daha büyük değerler kullanın.
Çok fazla güç gerektirmeyen daha display-oriented modeller için 0,4 mm duvar kalınlığı ve 0,2-0,8 mm üst/alt kalınlıkla ayarlarınızı tamamlayabilirsiniz.
Özel Ayarlar
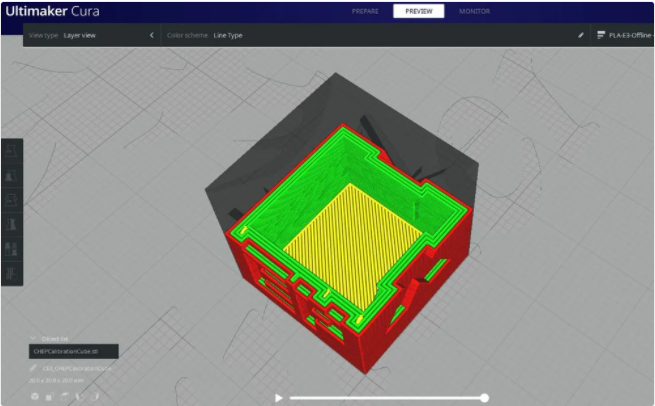
Hiçbir üst ve alt katman, dolgu tasarımlarını göstermez
Bir dolgu desenini ortaya çıkarmak için sıfır üst/alt katman kullanmak gibi kabuk kalınlıklarını ayarlamanın birkaç özel yolu bulunuyor. Mücevher veya telefon kılıflarının baskısında bu durumu rastlayabilirsiniz.
Daha kalın kabuklar ve çerçeveler veya çubuk benzeri yapılar içeren fonksiyonel parçalar için dolgu bulunmamasıysa bir başka örneği olarak ele alınabilir. Örneğin, telefon tutacağı gibi bir modelde, tüm çapraz boyutlar, dolgu ihtiyacını daha kalın kabukların karşılayabileceği kadar küçüktür.
Bir parçanın nasıl tasarlandığına bağlı olarak, kabuklar eş değer miktarda dolgu malzemesinden daha fazla parça mukavemet ve ek esneklik sağlayabilir.
Diğer Ayarlar
Artık kabuk kalınlığının içini ve dışını enine boyuna konuştuğumuza göre, diğer birkaç önemli ayara göz atmakta fayda var. Şimdi üzerinden geçeceğimiz bu ayarla, görsel ve mekanik kusurları önlemek için modelinizin kabuklarında ince ayar yapmanıza olanak sağlar.
Duvarlar ve dolgu yapısı arasındaki boşlukları düzenleyebilmek için dilimleyicinizin dolgu örtüşme mesafesini ayarlayın
1. Dolgu Örtüşme Yüzdesi
Bu ayar, dolgu çizgileri ve duvarlar arasındaki örtüşmeyi ifade eder. Bu ayar için girdiğiniz değeri dolgu çizgi genişliğinin bir yüzdesi olarak düşünebilirsiniz. Değer ne kadar büyük olursa, duvarlar ve baskının içi arasındaki bağ da bir o kadar sıkı olacaktır.
Cura’da bu ayar için varsayılan değer %30’dur. Modelinizin gücünü artırmak için bu değere %10 ekleyebilirsiniz ya da tam tersi, malzemeyi korumak ve baskı sürenizi hızlandırmak için değeri %10 düşürebilirsiniz.
2. Hız
Bir diğer önemli husus, baskı hızıdır. Özellikle iç duvar, dış duvar ve üst/alt katmanların baskı hızları diye özetleyebiliriz. Bu ayarlar, bir baskının belirtilen öğelerinin ne kadar hızlı basılacağını belirleyerek alttaki alanın baskı kalitesini etkileyebilir. İç duvarın dolguya (en içteki duvar) bitişik duvar olduğunu ve dış duvarınsa görünen en dış duvar olduğunu belirtmek önemlidir.
Hem duvar hızları hem de üst/ alt hızlar için varsayılan Cura değeri 30 mm/s’dir. İç duvar hızını göremeyeceğiniz için iç duvar hızını 30 ila 60 mm/sn’ye yükseltmenizi ve dış duvar hızını 20 ila 45 mm/sn arasında ayarlamanızı öneririz. Üst ve alt katman hızına geldiğimizde ise, onu olduğu gibi bırakmanızı veya taban ve üst yüzeyin güzel görünmesi için yaklaşık 20-25 mm/sn’ye düşürmenizi öneririz.
Bu kadar geniş bir hız aralığı eklememizin ardında yatan sebep malzeme standart hızlarındaki farklılıkları hesaba katmak istememiz oluyor (örneğin ABS, PLA‘dan biraz daha yavaş basılmalıdır). Ancak modelinizin kullanım amacına bağlı olarak bu değeri 30 mm/s’ye kadar ayarlamaktan çekinmeyin.
3. Katman Yüksekliği
Katman yüksekliği ayarı üst ve alt katmanları da etkiler
Katman yüksekliği ayarı, özellikle üst ve alt katman bileşenleri olmak üzere kabuklarınızı ayarlama noktasında oldukça faydalıdır. Her ardışık katmanın bir öncekinden ne kadar yüksek olduğunu kontrol eden bu yükseklik ayarı, aynı zamanda üst ve alt katmanlar için bir dayanak noktasıdır.
Temel olarak, katman yükseklik değeriniz ne kadar büyük olursa, parçanız o kadar güçlü olur, ancak içerdiği ayrıntı da bir o kadar az olur. Çoğu dilimleyicinin varsayılan katman yüksekliği 0,2 mm’dir ve biz de katman yüksekliğinizi bu değerde bırakmanızı öneriyoruz. Eğer modeliniz detaylıysa bu yüksekliği azaltabilir veya daha güçlü bir parçaya ihtiyacınız varsa artırabilirsiniz.
4. Baskı Sırası
Kabuklarla ilgili son temel ayarımız başlıktan anlaşılacağı üzere duvarların baskı sırası oluyor. Bu ayar her katman için önce dış duvarın mı yoksa iç duvarın mı üretileceğini belirler. Ultimaker’a göre, bu ayarın etkinleştirilmesi, X ve Y eksenlerinde geliştirilmiş boyutsal doğrulukla sonuçlansa da çıkıntılar için düşük baskı kalitesinin dezavantajını beraberinde getirir.
Dilimleyicinizde bu ayar bulunuyorsa yalnızca modelinizin herhangi bir çıkıntısı bulunmadığı durumlarda etkinleştirmenizi öneriyoruz. Bunun nedeni, dış duvarın önce basılması durumunda bu kısmın sarkık çıkabilmesiyle ilişkilendirilebilir.
Daha Fazla Ayar
Yukarıda detaylandırdığımız dilimleyici ayarlarına ek olarak, bir baskının duvarlarını etkileyen birkaç araç daha bulunuyor. Duvarlarınızın nasıl üretileceğini temel ayarların ötesinde daha fazla ayarlamanıza olanak tanıyan kullanışlı dilimleyici ayarları ve dilimleme modlarının bir listesini yaptık:
İnce Duvarlar: Bazen modeller, duvar çizgisi genişliğinden daha az olan özellikler içerebilir, bu nedenle dilimleyici bunları yok sayabilir. Bunun nedeni, daha düşük duvar çizgisi genişliği değerine sahip daha küçük çaplı bir nozul kullanmadığınız sürece bir duvar için yeterince büyük olamadıkları için bu ince duvarların basılamamasıdır. Bu özellik, dilimleyicinize ince duvarları tanımasını ve biraz fazla ekstrüde edilmiş bir duvar elde etmek için bir duvar çizgisi ayırması komutunu verir.
Duvar Akışı: Duvar akışı, bir baskının genel ekstrüzyon akışı olarak düşünülebilir. Aynı zamanda ekstrüzyon çarpanı olarak bilinse de yalnızca bir modeldeki duvarlar için geçerlidir. Bu ayarı, aşırı veya eksik ekstrüzyonla mücadele etmek ve ayrıca duvarlar arasındaki bağları kontrol etmek için kullanabilirsiniz.
Vazo Modu: Bazen spiral mod olarak da bilinen vazo modu, tüm dış cephe için yalnızca bir duvar kullanarak bir modeli vazoya dönüştüren özel bir baskı modu olarak tanımlanabilir. Vazo modu ayrıca dilimleyicinize modeli daha yumuşak ve daha doğal Z ekseni hareketleriyle basması komutunu vererek her zamanki gibi göze çarpan Z dikişini ortadan kaldırır.
Vazo modu, yalnızca tek bir duvar üreten bir dilimleme modudur
Bulanık Doku: Son olarak, bulanık doku olarak adlandırılan bu ayar, duvar kalınlığıyla ilgili bir 3D dilimleyici ayarıdır. Bulanık doku ayarını açmak, 3D yazıcınıza dış duvarı üretirken nozulu hafifçe sallamasını emrini iletir. Bu, dış taraflarda bulanık bir doku sağlar.
3D baskı kalınlık ayarları üzerine derlediğimiz bu rehberle birlikte eklemeli imalat sürecinde ihtiyaç duyduğunuz noktalarda sizlere destek olmayı amaçladık. Birbirinden yaratıcı ve yenilikçi baskılarınız için şimdiden heyecan duyduğumuzu paylaşmadan geçemeyeceğiz.
İç dolgu (infill) yoğunluğu kavramı, baskıların iç kısmındaki plastik miktarını tanımlamak için kullanılıyor. Yüksek oranda dolgu yoğunluğu üretim aşamasında daha güçlü bir nihai ürünü elde edilmesini sağlıyor. Yalnızca tasarım ve görsel amaçlı üretilen modeller için iç dolgu yoğunluğu %20 civarında kalırken ihtiyaca yönelik amaçlı üretilenlerde daha yüksek infill oranları tercih ediliyor.
Sağdaki model, soldaki modele kıyasla daha yüksek bir dolgu yoğunluğuna sahip
Dolgu Hattı Mesafesi
Dolgu yoğunluğunu yüzde olarak ayarlamak yerine hat mesafesini de ayarlayabilirsiniz. Bu sayede dolgu çizgileri arasındaki mesafeyi değiştirmek dolgu yoğunluğu oranını değiştirmekle hemen hemen aynı ölçüde bir etki yaratabilir.
İç Dolgu Deseni
Ultimaker Cura, bazı kullanım durumlarında faydalı olabilecek farklı iç dolgu (infill) yapılarının tasarımını değiştirmenize olanak sunuyor. Örneğin:
Günlük baskılar için güçlü 2D dolgu kullanımı
Hızlı ancak zayıf modeller için hızlı 2D dolgu kullanımı
Nesneyi her açıdan eşit derecede güçlü kılmak için 3D dolgu kullanımı
Esnek malzemeler için 3D eş merkezli dolgu kullanımı
Mevcut iç dolgu desenleri:
Izgara: Güçlü 2D dolgu
Hatlar: Hızlı 2D dolgu
Üçgenler: Güçlü 2D dolgu
Üçlü altıgen: Güçlü 2D dolgu
Kübik: Güçlü 3D dolgu
Kübik (alt bölüm): Güçlü 3D dolgu (bu seçenek, kübik’e kıyasla malzeme tasarrufu sağlar)
Octet: Güçlü 3D dolgu
Çeyrek kübik: Güçlü 3D dolgu
Eş merkezli: Esnek 3D dolgu
Zig-zag: Çapraz yönde sürekli olarak baskı yapan ızgara şeklindeki dolgu
Çapraz: Esnek 3D dolgu
Çapraz 3D: Esnek 3D dolgu
Gyroid dolgu: En düşük ağırlık için artırılmış mukavemete sahip dolgu
Dolgu desenleri
İç Dolgu (Infill) Hattı Yönleri
Genellikle 45° açıyla yazdırılan dolgu çizgilerinin açısında, hem X- hem de Y-motoru birlikte çalışarak maksimum hızlanma ve katmanda kalite kaybı olmadan sarsıntı elde ediyor. Çizgilerin farklı bir yönde yazdırılması gerekiyorsa, burada açıları dikeyde 0° ve yatayda 90° olarak ayarlayabilirsiniz. Örneğin: [0,90] formatında bir açı ayarlaması, yatay-dikey üst/alt düzeniyle sonuçlanır.
XY Düzleminde Dolgu Konumu
Dolgu desenleri, ilk olarak yüklenen her model için ortalanıyor. Deseni sola, sağa, yukarı veya aşağı taşımak için bir X veya Y düzlemi kullanılabilir. Pozitif bir değer modeli YUKARI ve SAĞA hareket ettirirken, negatif bir değerse AŞAĞI veya SOL tarafa doğru hareket ettirilebilir. Ancak bu durumun eş merkezli dolgu türleri için işlemediğini hatırlatmakta fayda görüyoruz.
Dolgu Örtüşme Yüzdesi
Dolgu örtüşme yüzdesi ile dolgu ve duvarlar arasındaki örtüşme miktarını kontrol edebilir ve ayarı, yüzde veya gerçek bir değer olarak ayarlayabilirsiniz. Daha yüksek bir örtüşme değeri, genellikle dolgu ve duvarlar arasında daha iyi bir bağlanma ile sonuçlanıyor. Ancak, çok yüksek bir değer aşırı ekstrüzyona yol açabileceğinden, bu durum baskının görsel kalitesini de düşürebilir. Ultimaker Cura’daki varsayılan olarak ayarlanan değer çoğu durumda yeterli olacak şekilde belirlendiğinden bu tür problemlerle karşılaşma olasılığınız daha düşük olabilir.
dolgu örtüşmesi ve silme mesafesinin gösterimi
Dolgu Çıkarma Mesafesi
Bu ayar, iç dolguyu yazdırma işleminin sona erdiğinde yazıcıya, duvarları yazdırmaya başlamadan önce ekstrüzyon işlemini durdurması talimatını veriyor. Nozuldaki basınç nedeniyle yazıcı hâlâ biraz filament sızdırabilir ancak ekstrüzyonu erken durdurarak kabuktaki aşırı ekstrüzyonu azaltabilirsiniz.
Katman Örtüşmesi (Yüzdelik)
Katman örtüşmesi, temelde ayrıntılı olarak açıkladığımız dolgu örtüşmesiyle aynı şekilde çalışıyor ve bir baskıdaki tüm üst ve alt katmanları etkiliyor. Yine benzer olarak yüzde veya gerçek bir değer olarak ayarlanabiliyor.
Dolgu Tabakası Kalınlığı
Dolgunun katman yüksekliği görsel kalite için önemli olmadığından, baskı süresini azaltmak için dolgu üzerinde daha kalın katmanlar kullanabilirsiniz. Bu ayarı oluştururken ayarın her zaman katman yüksekliğinin tam katı olduğundan emin olun. Aksi takdirde Ultimaker Cura, bunu otomatik olarak katman yüksekliğinin herhangi bir katına yuvarlar. Bu da katman yüksekliği 0,1 mm iken 0,2 mm dolgu kalınlığıyla yazdırma işlemiyle sonuçlanabilir. 3D Yazıcı, ilk olarak duvarları iki katman olarak basıp ardından daha kalın bir dolgu katmanı basıyor.
Dolgu katman yüksekliği
Kademeli Dolgu Adımları
Kademeli dolgu, alt katmanlarda dolgu yüzdesini azaltarak kullanılan dolgu miktarını azaltma olarak tanımlanabilir. Her kademeli dolgu adımı, dolgu yüzdesini iki faktöre bölüyor. İşlem sonucundaysa elde edilen iki temel avantajsa üst katmanların çevresinde yoğun bir dolgu ve daha kısa bir baskı süresi olarak özetlenebilir.
Örnek: Kademeli dolgu adımları = 2 ve dolgu = %20 –> Dolgu = üst 5 mm için %20, dolgu = baskının geri kalanı için %10
Kademeli Dolgu Adımı Yüksekliği
Kademeli dolgu adımı yüksekliği, üst katmanlardan hesaplandığı gibi dolgunun azaltılması gereken yüksekliği olarak tanımlanıyor. Bu sayede baskıda ekstra dolgu kullanılmadan üst katmanlar kolayca kapatılabiliyor.
Duvarlardan Önceki İç Dolgu
Bu ayar etkinleştirildiğinde, ilk olarak iç dolgu duvarlardan yazdırılıyor. Duvarlar önceden basılmış iç dolguya yapışacağından bu ayar daha iyi çıkıntılar elde edilmesine olanak sunuyor. Ancak bu sırayla yazdırmanın bir dezavantajı da bulunuyor. İç dolgu duvarlardan önce yazdırıldığında, iç dolgunun duvarlardan görünme ve bunun sonucundaysa daha pürüzlü bir yüzey kalitesiyle sonuçlanma olasılığı bulunuyor.
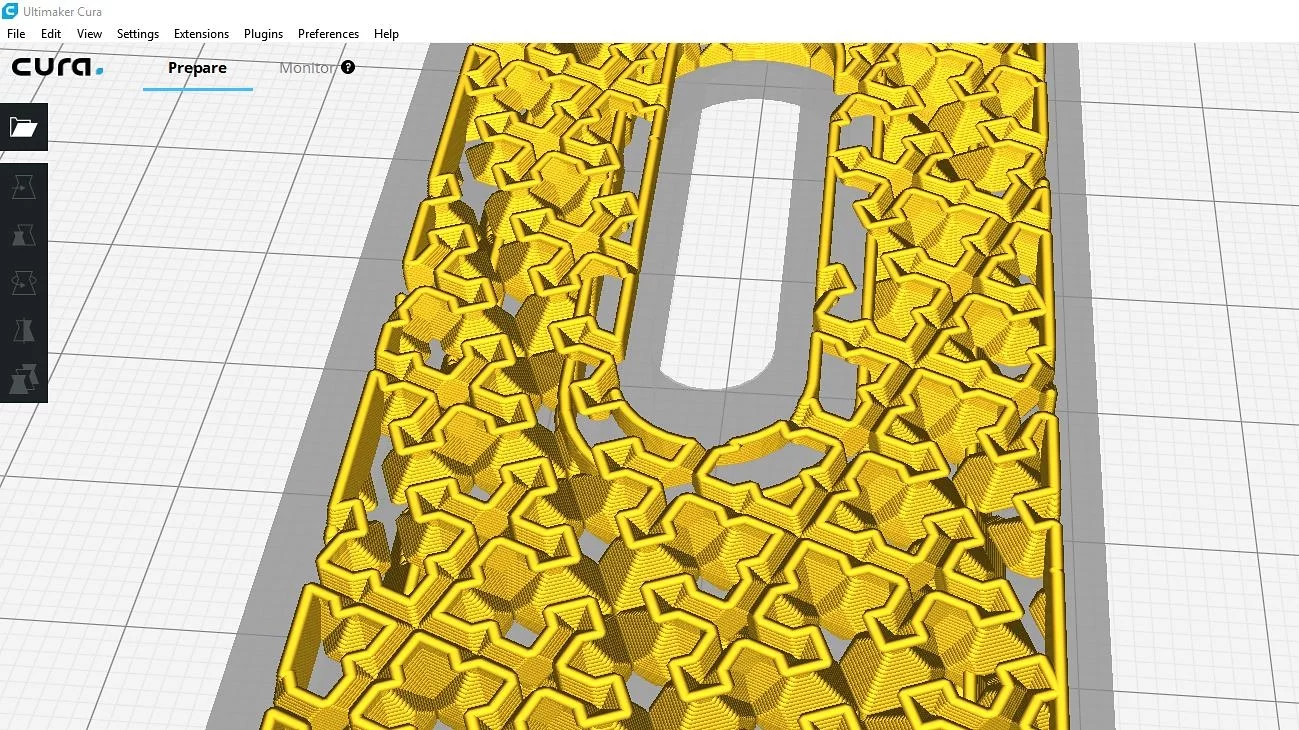
Minimum İç Dolgu Alanı
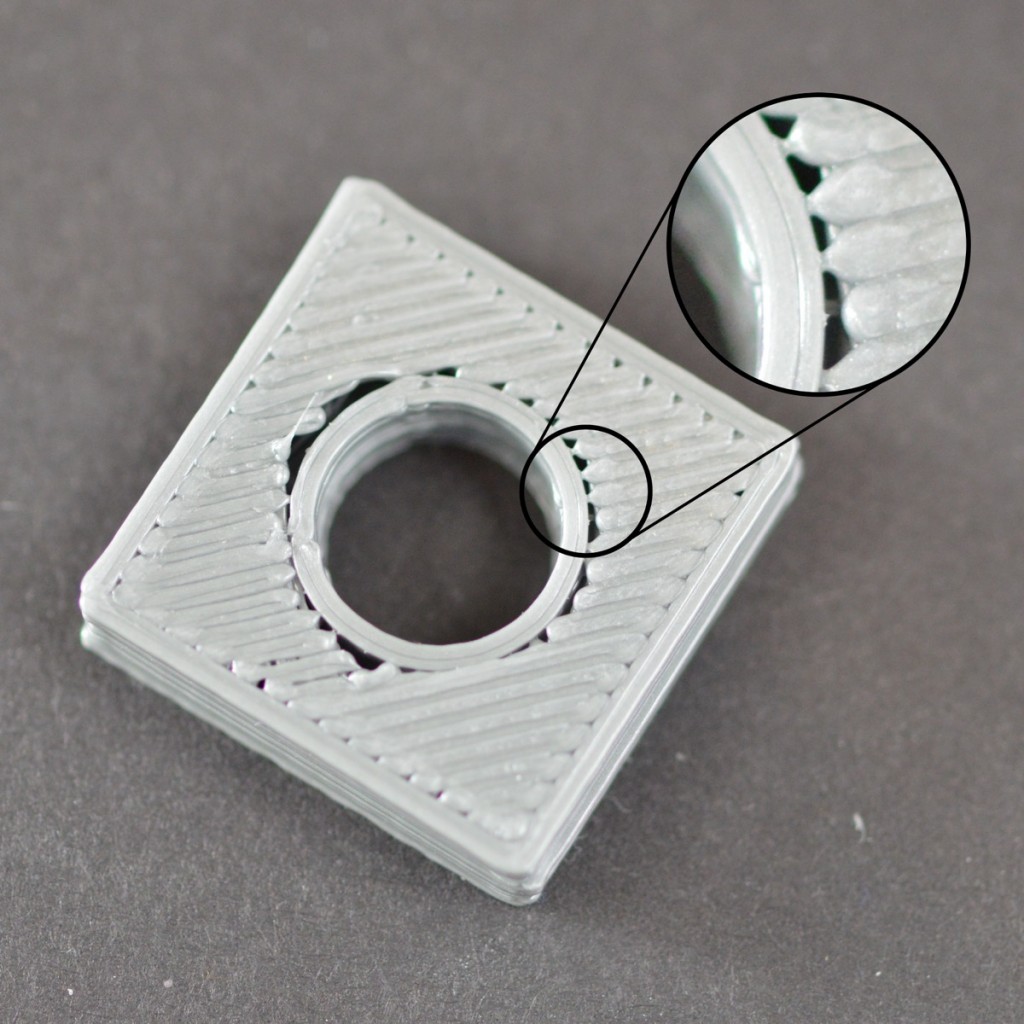
Bu ayar, tek bir katmandaki küçük alanların dolgu yerine dış yüzeyle birlikte yazdırılmasına olanak tanıyor. Örnek olarak bacalı düz bir çatıyı ele alalım. Baca ince ve kırılgan bir yapıda olduğundan katman ile birlikte daha sağlam bir şekilde basılabilir.
Minimum iç dolgu alanı, bu kuplörün bacaklarını tamamen katman ile doldurarak güçlendiriyor.
Kaplama Çıkarma ve Kaplama Genişletme
Bir modeldeki kaplama (üst ve alt katmanlar), baskı profilinde ayarlanan minimum kalınlığa ulaşmak için yazdırılıyor. Ancak, bazı modeller daha güçlü veya daha hafif bir iç geometriye ihtiyaç duyduğundan bu ayarlar, dolgunun normalde yazdırılacağı yerde, kaplamayı yatay olarak genişletebilir veya baskıdan çıkarabilir. Dolgu genişletildiğinde, çıkıntılı model öğelerinin, modelin geri kalanına daha iyi yapışmasını sağlayarak onu daha güçlü veya daha hafif hale getirebilir. Z yönünde çıkıntısı olan kısımlara sahip düz yüzeyler daha güçlü bir tabana sahip olabilir ve bu da onları daha sağlam bir yapıya kavuşturabilir.
Soldan sağa; Modelin bir önizlemesi, 0,8 mm kaplama genişlemesi, kaplama genişletme veya çıkarma yok, 0,8 mm kaplama çıkarma
Kaplama Çıkarma Genişliği
Kaplama çıkarma işlemi uygulanırken çıkarılacak kaplamanın genişlik ayarı alt ve üst katmanlara ayrı ayrı uygulanabilir.
Kaplama Genişletme Mesafesi
Bu, kaplamanın genişletileceği mesafeyi ifade eder. Daha büyük bir değer, daha uzun ancak daha sağlam baskılar sağlar. Eğer daha düşük bir değerse, gücü yalnızca marjinal olarak artırabilir.
Genişletme için Maksimum Kaplama Açısı
Modelin tamamında kaplama bulunduğundan, tüm alanları genişletmek gereksiz bir işlem olabilir. Bunun yerine, burada belirtilen açının altındaki alanlar genişletilebilir. Bu sayede çıkıntılı kısımlara sahip düz yüzeyler, modelin geri kalanını etkilemeden güçlendirilebilir. Bunun içinse 0° yataydır (hiçbir şeyi genişletmez), 90° ise dikeydir ve her şeyi genişletebilir.
Genişletme için Maksimum Genişletme Açısı
Bu parametre, küçük kaplama (üst ve alt) alanlarının genişlemesini önleme olanağı sunuyor. Modelin yalnızca büyük, düz yüzeylerinin mukavemeti hedefleniyorsa özellikle bu açı kullanılıyor.
Cura İç Doluluk Tipleri Hakkında Bilmeniz Gereken Her Şey
İç doluluk oranları ve tipleri hakkında kafanız mı karışık? Bu yazıda iç doluluğun ne olduğu, hangi tiplerin ne işe yaradığı, zaman ve maliyet kazanarak üretiminize en uygun Cura ayarlarını nasıl yapacağınızı anlatacağız.
İç Doluluk Desen Tipi Nedir?
Çoğu zaman başka imalat yöntemleri ile üretilebilecek modelleri üretmek için 3B yazıcılar kullanılır. Farklı imalat yöntemleri ve 3B yazıcı ile üretilen aynı modellerin nihai sonuçları dışarıdan aynı görünse de, içeride olanlar önemli ölçüde farklı olabilir.
3B baskının önemli yararlarından biri, (ve gerekliliği) parçalarda farklı açıların ve boşlukların rahatlıkla üretilebilmesidir. Üretim açısından baktığımızda bu hem ürünün ağırlığını etkiler, hem de zaman ve malzeme maliyeti açısından üreticiye kar sağlar.
3B baskı aldığımız modellerin dış duvarlarının içinde kalan kısma iç dolgu denir ve %0’dan (boş) %100’e (dolu, katı) kadar farklı yoğunluklarda ayarlanabilir. Bu iki sayı arasında farklı yoğunluklarda doluluk ayarları farklı desenlerle de yapılabilir.
Aşağıda, Cura’da bulunan bu farklı yoğunlukların özelliklerine ve dolgu desenlerine birlikte göz atacağız.
Hangi dolgu desen tipleri var?
Dolgu desen tipleri, baskının dayanımını ve esnekliğini önemli ölçüde etkiler. Kaynak: CNC Kitchen / YouTube
Cura 3.6’da, 13 farklı iç doluluk desen tipi var. Bunları en çok ne için kullanılacağına göre şu şekilde sıralayabiliriz:
Modeller (Düşük dayanım gereken durumlar)
Çizgiler
Standart 3B baskılar (Orta dayanım gereken durumlar)
Izgara
Üçgenler
Üçlü Altıgen
Fonksiyonel 3B baskılar (Yüksek dayanım gereken durumlar)
Kübik
Kübik Alt Bölüm
Sekizlik
Çeyrek Kübik
Gyroid
Esnek 3B baskılar
Eş Merkezli
Çapraz
Çapraz 3D
Modeller
Bu Enterprise adlı yıldız gemisi düşük iç doluluk oranı ile basılan klasik bir modeldir. Kaynak: RealAbsurdity / Thingiverse
Tipik dolgu yoğunluğu: 0-15%
Sadece model veya figür üretimi yapacaksak, modelimiz ağır işlemlere veya strese maruz kalmayacağı için yüksek dayanıma sahip olmasına gerek yok.
Bu tür model üretimleri için çizgi tipi iç dolgu deseni özellikle hızlı olmasından dolayı idealdir. Cura harici dilimleme yazılımlarında doğrusal iç dolgu olarak geçen bu dolgu tipi 2 boyutlu bir ızgara şeklindedir ve her katmanda tek bir yöne doğru üretilir. Görselde bulunan Starship Entreprise gibi modeller bunun gibi basit iç dolgu desenleri ile kolaylıkla üretilebilir.
Standart Baskılar
Anet A8 3B yazıcı için yapılan bu geliştirme parçası, orta derece güç uygulamalarına göre üretilebilir. Kaynak: papinist / Thingiverse
Tipik dolgu yoğunluğu: 15-50%
Yukarıda görselde bulunan filament klavuzu modeli gibi düşük gerilime maruz kalacak baskılarınız için iç dolgu oranı orta yoğunlukta ayarlanmalıdır. İç dolgu desenleri ise ızgara, üçgenler veya üçlü altıgenler şeklinde yapılarak orta dayanıma sahip bir iç doluluk elde edilir. Bu dolgu desen tipleri ile ilgili aklınızda bulunması gereken şey, çizgi iç doluluk desenine göre baskı sürenizin %25 oranında uzayabileceğidir.
Izgara: Adından da anlaşıldığı gibi 2 boyutlu, ızgara şekilli iç dolgu desenidir. Bu bölümdeki diğer 2 desen tipine göre en hızlı olanıdır.
Üçgen: Üçgenlerden oluşan 2 boyutlu desen tipidir. Üçgen iç dolgunun avantajı, baskının üçgenlerin köşelerine dik olarak denk yüzeylerine uygulanan kuvvetleree karşı dayanımının yüksek olmasıdır. Aynı zamanda duvarları arasında ince bağlantılar olan, ince veya dikdörtgen şekilli modellerde de dayanım sağlama avantajı vardır.
Üçlü Altıgen: Bu desen tipi altıgenler arasını üçgenler ile bağlanmış şekilde inşa eder. Altıgen şekli, harcadığı malzeme miktarına oranla daha verimli ve dayanımı yüksektir. Bu desen, altıgenleri ufak üçgen desenler ile destekleyerek dayanımı arttırır.
Üçgen ve üçlü altıgen iç dolgu desenleri. Kaynak: Ultimaker
Fonksiyonel Baskılar
Uçan model roketlerin yüksek derecede dayanıma ve yüksek iç doluluk oranına ihtiyacı vardır. Kaynak: Telvin_3d / Thingiverse
Tipik dolgu yoğunluğu: >50%
Görseldeki roket model gibi fonksiyonel baskılar, farklı yönlerden uygulanacak güçlere dayanım gerektirir. Bunu sağlamak için kübik, kübik alt bölüm, sekizlik, çeyrek kübik ve gyroid dolgu desenleri idealdir.
Kübik: Bu desen 3 boyutlu küplerin yan yatırılarak üst üste yığılmış halinden oluşur.
Kübik alt bölüm: Kübik dolgu deseninin bu versiyonu, kübik dolgu desen tipine oranla daha az malzeme gerektirir.
Sekizlik: Tetrahedral dolgu olarak da bilinen bu iç dolgu tipi piramit şeklini üst üste koyacak şekilde üretilen 3 boyutlu dolgu desenidir.
Kübik ve sekizlik iç dolgu desenleri. Kaynak: Ultimaker
Çeyrek kübik: Bu dolgu tipi sekizlik dolgu tipine benzerdir. Farkı ise piramit dolgu şekillerinin yarısı, diğer yarısına göre şekillenir.
Gyroid: Bu iç dolgu şekli görünüm itibariyle ‘dalgaya’ benzer. Şekli sayesinde her yönden uygulanan kuvvetlere dayanımı eşit derecededir. Bu dolgu tipi özellikle farklı yönlerden kuvvet uygulanacak modeller için idealdir.
Çeyrek kübik ve gyroid iç dolgu desenleri. Kaynak: Ultimaker, mattshub.com
Yukarıdaki iç dolgu tipleri, estetik görünümleri dolayısıyla az iç doluluk oranları ile de sıkça kullanılır. Bazı maker’lar tıpkı bu gyroid vazoda olduğu gibi, gyroid dolgu deseninin tasarımını sevdikleri için bu dolgu tipini sıkça kullanır.
Esnek 3B Baskılar
MatterHackers’ın yumuşak PLA’sı esnek iç dolgu desenleri için kullanabileceğiniz esnek bir malzemedir. Kaynak: MatterHackers
Tipik dolgu yoğunluğu: 0–100% (baskınızın ne kadar esnek olmasını istediğinize göre değişkenlik gösterir)
MatterHackers’ın yumuşak PLA’sı gibi esnek filamentler, baskının esnek yapısını korumak için esneklik sağlayacak iç dolgu desen tipleri ile üretilmelidir. Eş merkezli, çapraz ve çapraz 3D iç dolgu desenleri esnek filament ile üretilen modeller için idealdir.
Eş merkezli: Bu 2 boyutlu iç dolgu desen tipi, modelin dış duvarlarını taklit ederek modelin içine doğru ‘dalgalar’ halinde inşa edilir. Bu, suya atılan bir taşın yüzeyde oluşturduğu eş merkezli dairesel dalgalara benzetilebilir.
Eş merkezli dolgu deseni. Kaynak: Ultimaker
Çapraz: Bu 2 boyutlu dolgu deseni tipi, fantastik bir haç modeli şeklinde ızgaralardan oluşur. Haçların ve ızgaraların aralarında bulunan boşluklar modelin bükülmesine ve kıvrılmasına izin verir.
Çapraz 3D: Bu 3 boyutlu iç dolgu desen tipi, çapraz desen tipine çok benzerdir. Baskı büyüdükçe haç şeklindeki iç dolgu şekli eğimli olacak şekilde üretilir. Bunun sonucunda ise daha az esnekliğe sahip baskılar elde edersiniz.
Ek Ayarlar
Dolgu hattı yönü varsayılan olarak 45 derece ayarlıdır. Kaynak: Benjamin Goldschmidt / All3DP
İç dolgu ile ilgili gözden kaçan bir ayar dolgu hattı yönüdür. Bu ayar X ve Y eksen motorları ile en hızlı şekilde üretim yapılması için varsayılan olarak 45 derece ayarlanmıştır. Modelinize maksimum dayanım veya esneklik kazandırmak için bu ayarın açısı değiştirebilirsiniz.
Bir diğer gözden kaçan ayar ise kademeli destek dolgu ayarıdır. Bu dolgu tipi modelin merkez kısmına kıyasla duvar kısımlarına yakın bölgelere daha yoğun iç dolgu yapılmasını sağlar. Bu yüksek dayanım gerektiren büyük modeller için istenilen dayanımı sağlarken malzemeden ve zamandan tasarruf sağlar. Farklı dolgu deseni tipleri ile, düşük dolgu yoğunluğu kullanılarak yapılan üretimlerde dolgu çizgileri arasında yeterli köprüleme yapılamadığı durumlarda modelin üst kısımlarının kapatılması zorlaşabilir.
Kademeli destek dolgusu kullanılan modellerde ise, modelin üst kısımlarına doğru yoğunlaşan dolgu sayesinde üst kısımların kapatılması ve temiz bir üst yüzey elde edilmesi daha kolaydır.
Her türlü sorunuz için bize +90 216 521 38 40 numaralı telefondan ulaşabilirsiniz.


































 3B baskının önemli yararlarından biri, (ve gerekliliği) parçalarda farklı açıların ve boşlukların rahatlıkla üretilebilmesidir. Üretim açısından baktığımızda bu hem ürünün ağırlığını etkiler, hem de zaman ve malzeme maliyeti açısından üreticiye kar sağlar.
3B baskının önemli yararlarından biri, (ve gerekliliği) parçalarda farklı açıların ve boşlukların rahatlıkla üretilebilmesidir. Üretim açısından baktığımızda bu hem ürünün ağırlığını etkiler, hem de zaman ve malzeme maliyeti açısından üreticiye kar sağlar.