")
{kind=link}


3D baskının uygulama alanlarında yarattığı farkı görebilmek adına zaman zaman geleneksel üretim yöntemleriyle yapılan kıyaslamalar faydalı olabiliyor. Bu nedenle gelin yine bir karşılaştırmayla başlayalım. Geleneksel üretimde parçalar modelin iç ve dış alanları arasında herhangi bir ayrım yapılmadan bir bütün olarak ele alınırken 3D baskı parçaların iç ve dış kısımları teknik olarak birbirinden ayrılır. Bu durum 3D baskı parçaların tamamen farklı şekillerde üretilmesinden kaynaklanır. Bu rehberle birlikte duvarlar ve aynı zamanda üst/alt katmanlar için olanlar da dahil olmak üzere önemli 3D baskı kalınlık ayarları hakkında bilgi edineceğiz. Aynı zamanda bu ayarların nasıl en doğru şekilde kullanılacağına dair detayları gözden geçireceğiz.
Dolgu ve Kabuk Farkı
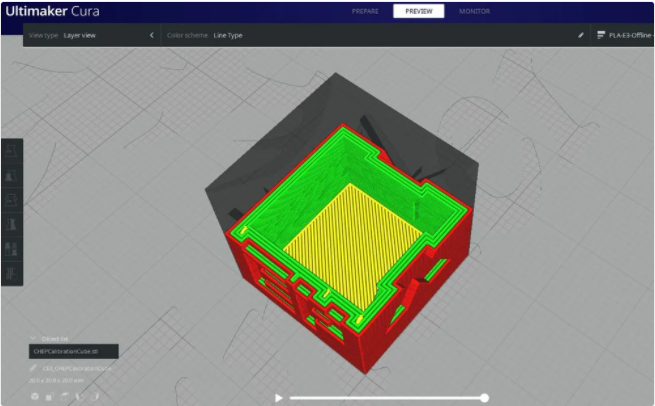
3D baskının iç kısmı dolgu, dış kısmı ise kabuk olarak adlandırılır. Dolgu, %0 (içi boş) ve %100 (katı) arasındaki herhangi bir yoğunlukta ve çeşitli özel yapılarda basılabilirken; kabuk tamamıyla katı bir halde basılır. Bu noktada kabuk, bir 3D baskının en göze çarpan öğesi olmakla kalmaz, aynı zamanda modelin dayanıklılık gibi mekanik özelliklerini de büyük ölçüde etkiler. Kabuk olarak adlandırdığımız bu kısım baskının duvarlarını, üst ve alt katmanlarını kapsar. Dolguysa, bir baskının yüksekliğini kaplayan dikey dış bölgeleri oluşturur ve aynı zamanda üst ve alt katmanlar da yatay bölgeleri kaplar.

Bu iki bölge birbirinden farklıdır çünkü duvarlar bir baskının yatay çevresini kaplayarak Z ekseni boyunca yukarıya doğru devam eder. Üst ve alt katmanlarsa, duvarların oluşturduğu çevre içindeki tüm yatay alanı kaplar.
Kabuklar ve alt bileşenleri, bir 3D baskının hayati parçaları olarak kodlayabiliriz çünkü daha önce de belirttiğimiz üzere bu kısımlar bir parçanın gücünü ve dayanıklılığını önemli ölçüde etkileyebilir. Bu nedenle, kabuk dilimleyici ayarlarınızın 3D baskı parçanızın amacı ile uyumlu olmasını sağlamak önem taşıyor.
Ana Ayarlar
3D bir modeli 3D olarak yazdırılabilir G koduna dönüştüren neredeyse tüm 3 boyutlu dilimleyici programlarının kabuk ayarları bulunur. Detaylara inmeden önce, bu rehberimizde kullandığımız terminolojinin çoğunun Cura‘ya dayandığını belirtmekte fayda olduğunu düşünüyoruz. Yine de diğer 3D dilimleyicilerde kullanılan terimler elbette açık olmalıdır. Örneğin, Slic3r ve PrusaSlicer‘da kabuklar “Perimeters” olarak adlandırılır.
Bu ayarlar hem baskınızı tamamlamanıza yardımcı olabilir hem de baskının bozulmasına sebep olabilir, çünkü ayarlamada yapacağınız en ufak bir hata baskıda önemli hatalara yol açabilir. Pek çok farklı ayar, kabukların nasıl üretileceğini bir şekilde etkileyebilir ancak bu ayarlardan özellikle birkaç tanesini sizlerle incelemek istiyoruz.
Kalınlık, Çizgi Sayısı ve Katmanlar
Duvarlar ve üst/alt katmanlar için gerekli en önemli ayarın kabuk özelliklerinin kalınlığı olduğunu söyleyebiliriz. Ne yazık ki, genellikle duvar kalınlığı ve üst ve alt katman kalınlığı ayrı ayrı ele alındığından, çoğu zaman kabuk kalınlığı için tek bir dilimleyici ayarı bulunmaz.
Ayrıca, kabuk kalınlığı ayarları genellikle satır sayısı veya genişlik/yükseklik (milimetre cinsinden) olarak ele alınabilir. Kabuk kalınlığı değerlendirmenin bu iki yolu birbiriyle doğrudan ilişkili olduğundan birini ayarlamak diğerini otomatik olarak ayarlamak anlamına geliyor. Böylece hangisinin daha rahat olduğunu düşünüyorsanız onunla çalışabilirsiniz.
Cura’da basitçe “Duvar Kalınlığı” olarak adlandırılan milimetre cinsinden ölçülen duvar genişliği, bir baskıdaki duvar kümesinin genişliğini belirler. Duvar hattı sayısı ayarıysa, nozülün duvarlar için alması gereken istenen geçiş sayısını temsil eder.

Üst ve alt katmanlar için kalınlık ayarlarıysa oldukça benzerdir. Üst ve alt kalınlık, katmanların yüksekliğini ifade eder, dolayısıyla bunları tek bir ayarda birleştirme veya ayrı ayrı ayarlama seçeneğiniz bulunuyor. Üst ve alt katman ayarları satır sayısını tanımlar. Eğer bu yoldan ilerleyecekseniz, bu katmanların gerçek yüksekliğinin, genel baskının katman yüksekliği için ayarladığınız değere bağlı olacağını unutmayın.
Kabuk kalınlığı veya çizgi sayısı değeri, modelinizin amacına ve yazdırdığınız malzemeye göre değişmelidir. Ne kadar çok duvarınız varsa, baskınız o kadar uzun sürecek; 3D yazıcınız o kadar fazla malzeme tüketecek demektir. Bu da nihai ürünün daha sağlam olması anlamına geliyor.
Öneriler
Kabuk kalınlığı ayarları hakkında gerekli bilgileri edindiğinize göre, dilimleyicinizde duvar kalınlığınızı (veya satır sayısını) ve üst/alt kalınlığınızı (veya katmanları) ayarlamanın zamanı geldi diye düşünüyoruz. Orta derecede güçlü parçaların yazdırılması için 0,8-1,6 mm (3-4 duvar çizgisi) aralığında duvar kalınlığı ve 0,8-1,2 mm (katman yüksekliğine bağlı olarak 4-6 katman) civarında bir üst/alt kalınlık gerekir. Çoğu durumda, dilimleyicinizin varsayılan değerleri bu değerleri yakalamanız için uygun olacaktır.
Yine de kendi özel ayarlarınızı oluşturmak istiyorsanız, bilmeniz gereken birkaç temel kural bulunuyor:
- Tam boyutlu duvarları basmak için ideal olduğundan, duvar kalınlığı için nozul çapınızın katlarını kullanmanızı öneririz.
- Benzer şekilde, tam boyutlu katmanlar en iyi sonuçları vereceğinden üst/alt kalınlık için katman yüksekliğinizin katlarını kullanmanızı öneririz.
- Daha yüksek mukavemetli parçalar istiyorsanız, 2-3 mm duvar kalınlığı ve 1,6-2 mm üst/alt kalınlık gibi daha büyük değerler kullanın.
- Çok fazla güç gerektirmeyen daha display-oriented modeller için 0,4 mm duvar kalınlığı ve 0,2-0,8 mm üst/alt kalınlıkla ayarlarınızı tamamlayabilirsiniz.
Özel Ayarlar

Bir dolgu desenini ortaya çıkarmak için sıfır üst/alt katman kullanmak gibi kabuk kalınlıklarını ayarlamanın birkaç özel yolu bulunuyor. Mücevher veya telefon kılıflarının baskısında bu durumu rastlayabilirsiniz.
Daha kalın kabuklar ve çerçeveler veya çubuk benzeri yapılar içeren fonksiyonel parçalar için dolgu bulunmamasıysa bir başka örneği olarak ele alınabilir. Örneğin, telefon tutacağı gibi bir modelde, tüm çapraz boyutlar, dolgu ihtiyacını daha kalın kabukların karşılayabileceği kadar küçüktür.
Bir parçanın nasıl tasarlandığına bağlı olarak, kabuklar eş değer miktarda dolgu malzemesinden daha fazla parça mukavemet ve ek esneklik sağlayabilir.
Diğer Ayarlar
Artık kabuk kalınlığının içini ve dışını enine boyuna konuştuğumuza göre, diğer birkaç önemli ayara göz atmakta fayda var. Şimdi üzerinden geçeceğimiz bu ayarla, görsel ve mekanik kusurları önlemek için modelinizin kabuklarında ince ayar yapmanıza olanak sağlar.
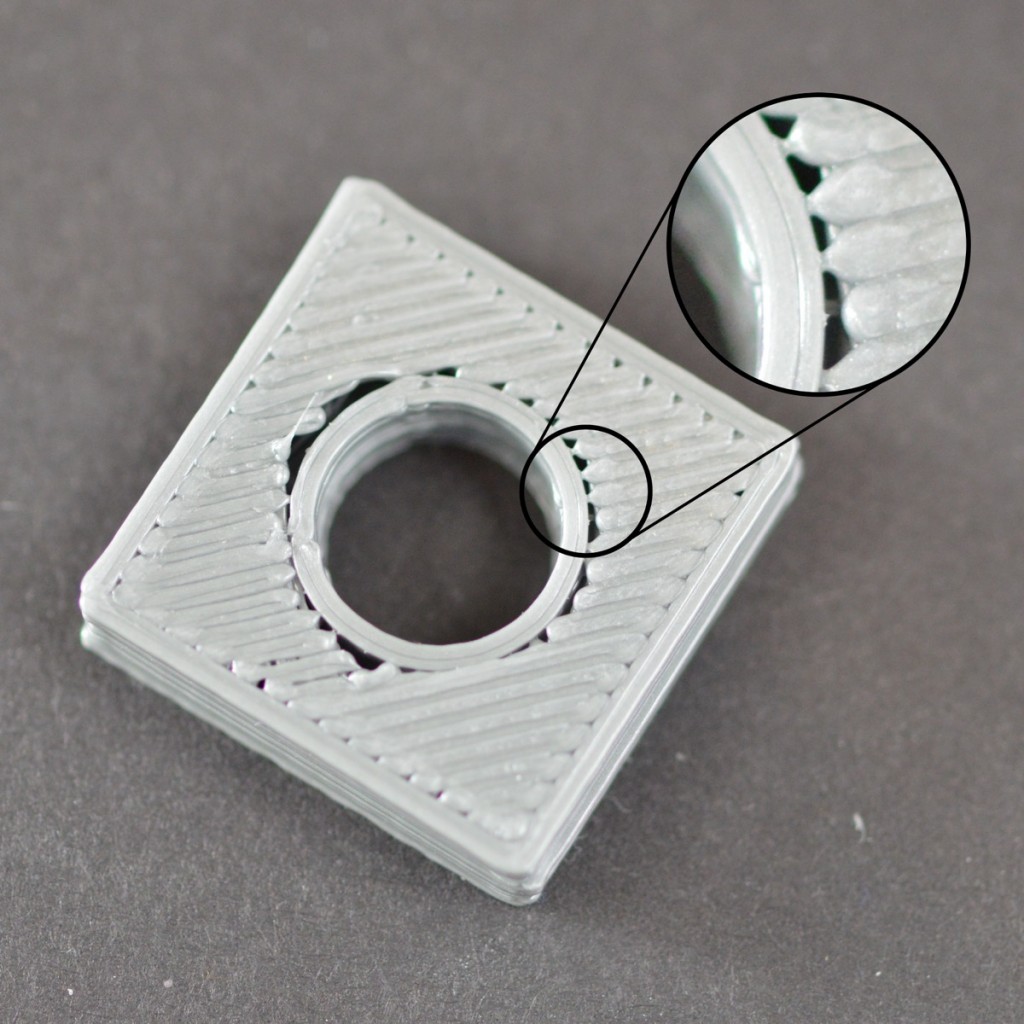
1. Dolgu Örtüşme Yüzdesi
Bu ayar, dolgu çizgileri ve duvarlar arasındaki örtüşmeyi ifade eder. Bu ayar için girdiğiniz değeri dolgu çizgi genişliğinin bir yüzdesi olarak düşünebilirsiniz. Değer ne kadar büyük olursa, duvarlar ve baskının içi arasındaki bağ da bir o kadar sıkı olacaktır.
Cura’da bu ayar için varsayılan değer %30’dur. Modelinizin gücünü artırmak için bu değere %10 ekleyebilirsiniz ya da tam tersi, malzemeyi korumak ve baskı sürenizi hızlandırmak için değeri %10 düşürebilirsiniz.
2. Hız
Bir diğer önemli husus, baskı hızıdır. Özellikle iç duvar, dış duvar ve üst/alt katmanların baskı hızları diye özetleyebiliriz. Bu ayarlar, bir baskının belirtilen öğelerinin ne kadar hızlı basılacağını belirleyerek alttaki alanın baskı kalitesini etkileyebilir. İç duvarın dolguya (en içteki duvar) bitişik duvar olduğunu ve dış duvarınsa görünen en dış duvar olduğunu belirtmek önemlidir.
Hem duvar hızları hem de üst/ alt hızlar için varsayılan Cura değeri 30 mm/s’dir. İç duvar hızını göremeyeceğiniz için iç duvar hızını 30 ila 60 mm/sn’ye yükseltmenizi ve dış duvar hızını 20 ila 45 mm/sn arasında ayarlamanızı öneririz. Üst ve alt katman hızına geldiğimizde ise, onu olduğu gibi bırakmanızı veya taban ve üst yüzeyin güzel görünmesi için yaklaşık 20-25 mm/sn’ye düşürmenizi öneririz.
Bu kadar geniş bir hız aralığı eklememizin ardında yatan sebep malzeme standart hızlarındaki farklılıkları hesaba katmak istememiz oluyor (örneğin ABS, PLA‘dan biraz daha yavaş basılmalıdır). Ancak modelinizin kullanım amacına bağlı olarak bu değeri 30 mm/s’ye kadar ayarlamaktan çekinmeyin.
3. Katman Yüksekliği

Katman yüksekliği ayarı, özellikle üst ve alt katman bileşenleri olmak üzere kabuklarınızı ayarlama noktasında oldukça faydalıdır. Her ardışık katmanın bir öncekinden ne kadar yüksek olduğunu kontrol eden bu yükseklik ayarı, aynı zamanda üst ve alt katmanlar için bir dayanak noktasıdır.
Temel olarak, katman yükseklik değeriniz ne kadar büyük olursa, parçanız o kadar güçlü olur, ancak içerdiği ayrıntı da bir o kadar az olur. Çoğu dilimleyicinin varsayılan katman yüksekliği 0,2 mm’dir ve biz de katman yüksekliğinizi bu değerde bırakmanızı öneriyoruz. Eğer modeliniz detaylıysa bu yüksekliği azaltabilir veya daha güçlü bir parçaya ihtiyacınız varsa artırabilirsiniz.
4. Baskı Sırası
Kabuklarla ilgili son temel ayarımız başlıktan anlaşılacağı üzere duvarların baskı sırası oluyor. Bu ayar her katman için önce dış duvarın mı yoksa iç duvarın mı üretileceğini belirler. Ultimaker’a göre, bu ayarın etkinleştirilmesi, X ve Y eksenlerinde geliştirilmiş boyutsal doğrulukla sonuçlansa da çıkıntılar için düşük baskı kalitesinin dezavantajını beraberinde getirir.
Dilimleyicinizde bu ayar bulunuyorsa yalnızca modelinizin herhangi bir çıkıntısı bulunmadığı durumlarda etkinleştirmenizi öneriyoruz. Bunun nedeni, dış duvarın önce basılması durumunda bu kısmın sarkık çıkabilmesiyle ilişkilendirilebilir.
Daha Fazla Ayar
Yukarıda detaylandırdığımız dilimleyici ayarlarına ek olarak, bir baskının duvarlarını etkileyen birkaç araç daha bulunuyor. Duvarlarınızın nasıl üretileceğini temel ayarların ötesinde daha fazla ayarlamanıza olanak tanıyan kullanışlı dilimleyici ayarları ve dilimleme modlarının bir listesini yaptık:
İnce Duvarlar: Bazen modeller, duvar çizgisi genişliğinden daha az olan özellikler içerebilir, bu nedenle dilimleyici bunları yok sayabilir. Bunun nedeni, daha düşük duvar çizgisi genişliği değerine sahip daha küçük çaplı bir nozul kullanmadığınız sürece bir duvar için yeterince büyük olamadıkları için bu ince duvarların basılamamasıdır. Bu özellik, dilimleyicinize ince duvarları tanımasını ve biraz fazla ekstrüde edilmiş bir duvar elde etmek için bir duvar çizgisi ayırması komutunu verir.
Duvar Akışı: Duvar akışı, bir baskının genel ekstrüzyon akışı olarak düşünülebilir. Aynı zamanda ekstrüzyon çarpanı olarak bilinse de yalnızca bir modeldeki duvarlar için geçerlidir. Bu ayarı, aşırı veya eksik ekstrüzyonla mücadele etmek ve ayrıca duvarlar arasındaki bağları kontrol etmek için kullanabilirsiniz.
Vazo Modu: Bazen spiral mod olarak da bilinen vazo modu, tüm dış cephe için yalnızca bir duvar kullanarak bir modeli vazoya dönüştüren özel bir baskı modu olarak tanımlanabilir. Vazo modu ayrıca dilimleyicinize modeli daha yumuşak ve daha doğal Z ekseni hareketleriyle basması komutunu vererek her zamanki gibi göze çarpan Z dikişini ortadan kaldırır.

Bulanık Doku: Son olarak, bulanık doku olarak adlandırılan bu ayar, duvar kalınlığıyla ilgili bir 3D dilimleyici ayarıdır. Bulanık doku ayarını açmak, 3D yazıcınıza dış duvarı üretirken nozulu hafifçe sallamasını emrini iletir. Bu, dış taraflarda bulanık bir doku sağlar.
3D baskı kalınlık ayarları üzerine derlediğimiz bu rehberle birlikte eklemeli imalat sürecinde ihtiyaç duyduğunuz noktalarda sizlere destek olmayı amaçladık. Birbirinden yaratıcı ve yenilikçi baskılarınız için şimdiden heyecan duyduğumuzu paylaşmadan geçemeyeceğiz.
Ayarlarınız kusursuz baskılarınız mükemmel olsun!
Kaynak: All3dp
Leave a Reply