En Yeni S Serisi Üretici Yazılım Sürümü 8.1.0 ile Daha Kolay Baskı Kuyruğu Yönetimi
Ultimaker S serisi 3D Yazıcıları geliştirmek için her zaman yeni yollar üzerinde çalışıyor. Yalnızca yeni donanımlarla(yakın zamanda piyasaya sürülen Ultimaker S7 gibi) değil, aynı zamanda ürün yazılımı sürümleriyle sürekli güncelleniyor.
Her üretici yazılım sürümü yeni geliştirmeler getirir ancak en son 8.1.0 da öneli gelişmeler üzerinde duruldu. Aslında, büyük miktarda baskıyı yönetmeyi her zamankinden daha kolay hale getireceğinden, kullanıcıların bilmesinde büyük yeni gelişmeler var!
Digital Factory baskı kuyruğunuzu doğrudan yazıcıdan başlatın ve duraklatın
‘Ultimaker Digital Factory’ bulut yazılımı, modellerinizin üretimi için çok sayıda yönetmek için tonlarca kullanışlı özelliğe sahiptir. Ancak şimdiye kadar, baskı kuyruğunuzu yönetmek, sıradaki baskıları izlemek ve doğru yazıcıda sıraya alındıklarından emin olmak için telefonunuzdan veya bilgisayarınızdan ‘Digital Factory’ i açmanız gerekliydi. Bu süreci basitleştirmek için, kuyruğa alınan baskıları doğrudan yazıcınızın dokunmatik ekranından ayarlamanız mümkün kılındı.
Artık kuyrukta kaç baskı olduğunu görebilir ve bir sonraki baskınızın ne zaman başlayacağına karar verebilirsiniz.
Bir sonraki baskı ile yazıcınızın mevcut durumu arasında herhangi bir engel olması durumunda, örneğin yanlış malzemelerin yüklenmesi gibi, ayrıca bilgilendirileceksiniz.
Ve tabii ki kuyruktaki baskıları istediğiniz zaman durdurabilir veya devam ettirebilirsiniz.
Tüm bu özellikler, artık ‘Digital Factory’ e giriş yapmanıza gerek kalmadan sıraya alınmış baskılarınızı kolayca yönetebileceğiniz anlamına gelmektedir.
Ek İyileştirmeler
Ultimaker S Serisi 8.1.0 yazılım sürümünde aşağıdaki iyileştirmeler de uygulandırmıştır. • Nadir durumlarda eksen motor sürücülerinin arızalanmasını önlemek için 24V besleme voltajı kontrolü eklendi • Ultimaker Digital Factory ‘ye bağlanmak artık daha kolaylaştı • Varsayılan bekleme ekranı geliştirildi, artık yazdırma işleminin nasıl başlatacağı hakkında daha net bilgiler içeriyor • Yazının baskıya başlama süresi 15 saniye azaltıldı • Air Manager, bir önceki baskı işleminden hemen sonra yeni bir baskı işlemindeki fan hızları optimize edildi • USB sürücünün takılı olup olmamasına bağlı hata bilgisi(dialogs) iyileştirildi.
UltiMaker Cura topluluğu ekosistemini geliştirmek için dinamik bir şekilde çalışıyor. Topluluk, yeni özellikler isteyerek ve hataları bildirerek bu gelişimi daima aktif tutuyor. Cura açık kaynak olduğundan, siz veya başka biri yazılımın nasıl geliştirileceği konusunda önerilerde bulunabilirsiniz. Bu topluluk üyelerinden biri de Thomas Rahm. Haziran 2020’de, “beklentilerini karşılamadıkları” için Ağaç Desteği’nde iyileştirmeler yapmaya başladığı bir bölüm oluşturdu. Daha sonra birçok kod satırı değişti. Ekip iyileştirmelerini daha geniş bir kitleye ulaştırmak için çalışmaya başladı.
Bunu yapmak için Cura 5.2’nin 5.3.0 Alpha + Xmas adlı özel bir sürümünü oluşturdular. UltiMaker Cura 5.2.1 ile karşılaştırıldığında sunulan tek değişiklik, yeni destekler için gerekli olanlardı. Bu yüzden unutmayın ki bu Cura 5.3 için bir ön inceleme değil. Ancak ağaç desteklerinin bu yeni sürümünü vurgulayan bir spot ışığı sürümü diyebiliriz.
Yeni Ağaç Desteği Uygulaması
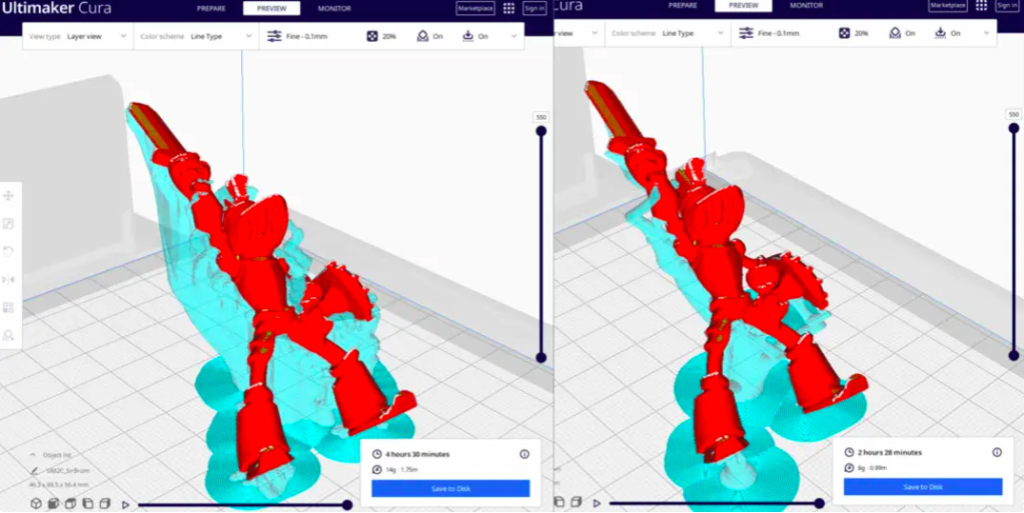
Bu yeni ağaç destekleri, mevcut ağaç destek versiyonundan önemli ölçüde daha az filament kullanıyor. Mevcut ağaç desteklerinin, geri çekilme miktarını sınırlamak için birden çok dalı daha büyük bir dal halinde birleştirme eğiliminde olduğu yerlerde, bu ağaçların farklı bir şekli vardır. Bunla birlikte zorlu köşelere ulaşabilen daha küçük dalları vardır. Daha az filament ekstrüde edildiğinde, baskı süresinde de önemli bir azalma görürsünüz.
Baskı süresi ve ekstrüde edilen malzemede azalmaya dair bir örnek
Bir başka önemli gelişme de artık bunların çıkarılmasının daha kolay olmasıdır. Destekleri çıkarmak için yine de bazı penselere ihtiyacınız olacak. Yine de bunları çıkarmanın ne kadar sürdüğü konusunda önemli bir zaman tasarrufu yaşayacaksınız. Dalların modelden kolayca ayrılması sayesinde, bu süreçte baskınıza zarar verme olasılığınız da azalır. Ağaç desteğinin modele temas ettiği yerde model üzerinde bırakılan yara izleri de önemli ölçüde iyileştirilerek daha temiz baskılar elde edilmiştir.
Yeni ağaç desteklerinin modelinizden çıkarılması daha kolaydır.
Artık ağaç desteklerinize aşağıdakiler dahil bir dizi yeni ayar uygulanabilir: destek engelleyici, modele göre ayarlar ve yatay genişleme desteği. Ağaç desteklerini değiştirebileceğiniz olası yolları genişletmek ve özelleştirme seçeneklerini normal desteklerle daha yakın hale getirebilirsiniz.
Baskı süresi daha hızlı olmasının yanı sıra dilimleme artık birden fazla çekirdek üzerinde yapıldığından dilimleme süreleri de azaltılmıştır. Bu, ayarlarınızı değiştirmenizi, değişiklikler yapmanızı kolaylaştırır. Bununla birlikte elbette bekleme sürenizi azaltır.
Test etmeye nasıl başlayabilirsiniz?
Bu yeni ağaç desteklerini hemen şimdi deneyebilirsiniz. Bunun için;
UltiMaker Cura 5.3.0-Alpha-Xmas’ı indirin.
Aşina olduğunuz baskılarla bazı testler yapın. Test amacıyla varsayılan olarak ağaç desteklerini etkinleştirilmiş bir şekilde sizi bekliyor.
Herhangi bir geri bildirimi veya hatayı GitHub aracılığıyla paylaşabilirsiniz. (Sadece bir hata veya özellik isteği girin, otomatik olarak doğru geri bildirim şablonunu bulacaksınız.)
Teste başladığınızda akılda tutulması gereken notlar
Aşağıdaki ayarlar tanıtıldı:
Ağaç Desteği Tercih Edilen Dal Açısı
Ağaç Desteği Maksimum Dal Açısı
Modele Göre Ağaç Destek Çapı Artışı
Ağaç Desteği Modele Minimum Yükseklik
Ağaç Desteği İlk Katman Çapı
Destek Arayüzü Önceliği
Ağaç Destek Limiti Şube Erişimi
Ağaç Desteği Optimal Dal Aralığı
Ağaç Destek Dinlenme Tercihi
Bir hata raporu göndermeden önce “Sürüm” notlarına bir göz atın. Bilinen tüm sorunların bir listesi olacaktır. Bu her iki taraf için fazladan çalışmayı önleyecektir.
Bununla birlikte bahsettiğimiz UltiMaker Cura alpha’nın ‘normal’ kullanım için uygun olmadığını unutmayın. Sadece test için kullanılmalıdır. Bir veya daha fazla hatayla (bazıları bilinen, bazıları bilinmeyen) karşılaşma olasılığınız daha yüksektir. Bunlar baskı kalitesini düşürebilir. Örneğin, profillerin UltiMaker Cura 5.3’e düzgün bir şekilde taşınacağını garanti değildir. Bu nedenle, yükseltmeden önce bunları kaydettiğinizden emin olun.
Son olarak bu alfa testine katkıda bulunarak sürdürülebilir bir çalışma modeline destek olacağınızı unutmayın!
Katman çizgileri, FDM baskının bilinen bir gerçeğidir. Peki, 3D baskıları nasıl düzgünleştirebilir ve çizgileri nasıl gizleyebiliriz? Bunun için PLA yumuşatma hakkındaki basit bir kılavuz hazırladık. Önce, düzeltme ve zımparalama gibi temel bilgilerle başlayacağız. Akabinde pürüzsüz bir yüzey için bir parçanın yüzeyini kaplamanın ve eritmenin farklı yollarına göz atacağız.
Fazla Malzemeyi Çıkarma
Nadiren, bir baskıda kenar veya destek kenarları gibi fazla malzeme olabilir. Baskınızı düzgün bir şekilde bitirmek için bunları çıkarmanız gerekir. Bunu yapmak için kullanabileceğiniz birkaç farklı araç var.
Maket Bıçağı
Temel bilgilerle başlayalım ve fazla malzemeyi maket bıçağıyla kesmeye bakalım. Bunun için yaygın olarak kullanılan X-Acto bıçağını deneyebilirsiniz. Diğer kendin yap el işlerine aşina iseniz, büyük olasılıkla bu bıçağa da aşinasınızdır.
3D baskılarınızı temizlemek için bir bıçak ararken, dikkate alınması gereken ilk şey bıçak seçimidir. Genel olarak, çok yönlülüğü sayesinde standart boyut 11 bıçak iyi bir seçimdir. Ancak diğer türler özel ihtiyaçlarınıza daha uygun olabilir. Kesmeye başlamadan önce, temel bıçak güvenlik kurallarını gözden geçirin. Daima kendinizden uzakta kesin. Baskıyı tutarken parmaklarınızı bıçağın önüne koymamaya dikkat edin ve keserken aşırı kuvvet uygulamayın.
Destekleri veya diğer fazla malzemeleri çıkarmak için bıçağı baskının kenarlarından birine yerleştirin ve bıçağı yüzey boyunca hareket ettirin. Çok fazla baskı uygulamaktan kaçının. Aksi takdirde amaçlanandan daha fazla malzeme çıkarma ve baskıya zarar verme riskiyle karşı karşıya kalabilirsiniz. Tüm kenarlar pürüzsüz olana kadar bunu tekrarlayın. Eğer bir maket bıçağına erişiminiz yoksa, tek kenarlı bir tıraş bıçağı da aynı işi görecektir.
Çok Amaçlı Döner Alet
Dremels gibi çok amaçlı döner aletler, 3D baskıları bitirmek için bir başka seçenektir. Bu araçları bıçağa benzer şekilde kullanabilirsiniz. Ancak mevcut birçok farklı uç nedeniyle, bir parçanın iç kenarlarını ve diğer ulaşılması zor yerlerini kolayca bitirmenize olanak tanırlar.
Çok amaçlı döner alet kullanırken unutulmaması gereken iki şey vardır. Birincisi, bunlar hız araçlarıdır, tork araçları değildir. Bu nedenle, istenen sonuçları göremediğinizde daha fazla baskı uygulamak yerine dönüş hızını artırmanız gerekmektedir. Bu sadece size çok fazla iş tasarrufu sağlamaz, aynı zamanda aletinizin kullanım ömrünü de uzatır.
İkincisi, elektrikli aleti plastik üzerinde kullandığınız için bir noktanın üzerinde çok uzun süre durmayın veya çok fazla baskı uygulamayın. Aletin hareketi ısı oluşturur. Bu nedenle bunu yapmak, çalıştığınız yerde plastiği eritmenin ve baskıda oyuklar ve delikler oluşturmanın kesin bir yoludur. Bazı döner aletler ayrıca zımparalama ekleriyle birlikte gelir. Fakat bunlar PLA’yı düzleştirmek için çok güçlü olabilirler.
Zımparalama
Zımparalama, baskıları yumuşatmanın daha erişilebilir yöntemlerinden biridir. 3D baskıları zımparalamanın birçok farklı yolu vardır.
Geniş yüzey alanlı bir baskınız varsa, bir zımpara bloğu kullanmayı düşünün. Ellerinizin üzerindeki yükü alır ve zımpara kağıdında ve baskınızda eşit aşınma oluştururlar.
Çok fazla detay içeren bir baskınız varsa, en iyi seçeneğiniz tırnak törpüsü kullanmaktır. Pek çok farklı boyut ve türde törpü vardır. Bu noktada doğru seçim ne zımparaladığınıza bağlı olacaktır. Ucuz karton törpüler çoğu zaman mükemmel bir şekilde çalışır.
Tabii ki, bazı durumlarda tercih edilebilecek gevşek zımpara kağıtları da kullanabilirsiniz. Zımparalama çabalarınızdan en iyi sonuçları almak için, bir püf nokta vardır. Zımpara kağıdını baskı boyunca katman çizgilerinin damarlarına karşı dairesel hareketlerle hareket ettirebilirsiniz. Aradığınız sonuca bağlı olarak, 400 grit zımpara kağıdıyla başlayıp 4.000 grite kadar çıkabilirsiniz.
Son olarak, muhtemelen ıslak zımparalamayı duymuşsunuzdur. Yüksek kumlu ıslak zımpara kağıdı, çok fazla malzeme çıkarmadığı ve cilalı bir yüzey bırakacağı için son zımparalama aşaması olarak kullanılabilir. Islak zımpara kağıdı kullanma tekniği çoğunlukla normal zımpara kağıdıyla aynıdır. Yine de sadece ara sıra ıslatmanız gerekir.
Yüzey Erimesi
Baskılarınızı bitirmek için ısının plastik üzerindeki etkisinden yararlanabilirsiniz.
Bilindiği üzere PLA özellikle ısıya dayanıklı değildir. Bu da onu dış mekan uygulamaları için uygun hale getirmez. Bu sorunu çözmek için ısıdan faydalanabiliriz. Bu amaçla en sık kullanılan alet, en düşük ısı ayarına ayarlanmış bir ısı tabancasıdır. En iyi, en tutarlı sonuçlar, baskıyı bir döner tablaya yerleştirerek ve ısıyı eşit şekilde dağıtmak için yavaşça döndürerek elde edilir. Bu ayrıca herhangi belirli bir alanın aşırı erimesini önlemeye yardımcı olur.
Saç kurutma makinesi ısı tabancasına iyi bir alternatif gibi görünebilir. Ancak saç kurutma makinesi plastiği eritecek kadar sıcak olacak şekilde tasarlanmamıştır. Çoğu model PLA’nın camsı geçiş sıcaklığı olan 60 °C’ye bile ulaşmaz. Bu nedenle herhangi bir değişiklik görmek için uzun süre beklemeniz gerekebilir.
Yüzey Kaplama
Bir baskıda pürüzsüz bir yüzey elde etmenin başka bir yolu da püskürtme, boyama veya daldırma şeklinde ek bir malzeme katmanı eklemektir. Bu, katman çizgileri de dahil olmak üzere yüzey dokusundaki tüm kusurları doldurabilir ve parlak, eşit bir yüzey bırakabilir. PLA için bir boya astarı veya bir epoksi kaplama olarak iki yaygın örnek kullanmaktır.
Astar
Astar kullanmak genellikle basitçe zımparalanmış bir baskıdan daha güzel görünen bir baskıyla sonuçlanır.
Bir baskıda astar kullanmak az ya da çok zımparalama ile paraleldir. Baskınızı bitirmek için kullanılan bir astar pürüzsüz bir yüzey oluşturur. Çünkü katman çizgilerini doldurur. Daha sonra astarın kurumasına izin verilir. Ardından üst katman zımparalanır. Astarın zımparalanması genellikle gerçek PLA’nın zımparalanmasından çok daha kolaydır. Çünkü astar daha yumuşaktır. Bununla birlikte her bir astar katının kurumasını beklemeniz gerekeceğinden, bu yöntem daha fazla zaman alır. Ek olarak astarlanmış bir baskıyı boyamanız iyi bir sonuç verir. Çünkü astar tek başına açık bırakılırsa zamana karşı dayanamaz.
Epoksi
Epoksi, astarla hemen hemen aynı şekilde çalışan bir reçine kaplamadır.
Epoksiyi baskınıza uygulamadan önce karıştırmanız gerektiğinden, üzerinde çalışmak biraz daha zordur. Bununla birlikte, epoksinin astardan önemli ölçüde daha iyi olduğu bir yer vardır. Bu da daha büyük delikleri veya baskı işleminin geride bıraktığı baskı kalıntılarını doldurmaktır.
Baskınızı epoksi ile bitirmek, bir parti epoksi reçinesinin karıştırılmasından oluşur. Daha sonra bir boya fırçası ile baskınızın tüm yüzeylerine serbestçe uygulayabilirsiniz. Sadece katlarınızın eşit olduğundan emin olmalısınız. Böylece bitmiş baskıda farklı kalınlıklarla karşı karşıya kalmazsınız.
Kimyasal Düzleştirme
Son olarak kimyasallara geldik. Bildiğiniz gibi PLA, ABS’nin yapabileceği şekilde asetonla düzleştirilemez. Buna rağmen yine de benzer bir yüzey elde etmek için bir seçenek vardır.
Polymaker Polysmooth, PLA’ya çok benzeyen ve kimyasal olarak düzleştirilebilen bir malzeme olan PVB’den oluşur. Ancak Polymaker Polysher kullanımını gerektirir. Bu, üst katmanları yumuşatmak için filamanla etkileşime giren izopropil alkolü dağıtan bir kutudur.
Gereken her şeyi satın almak biraz yatırım gerektirir. Ancak çok sayıda pürüzsüz baskıya ihtiyacınız varsa, bu sistemi kurmak sizin için önemli bir değer yaratabilir.
3D Baskı Durumu Raporu Yeşil Vadediyor
Fransız imalat hizmeti sağlayıcısı Sculpteo, yıllık 3D Baskı Durumu Raporu’nun sekizinci baskısını yayınladı.
Bu yılki analiz, üreticilerin 3D baskının eko-faydalarına ilişkin görüşlerine odaklandı. Katkıda bulunanların yaklaşık %41’i, teknolojinin sürdürülebilirlik hedeflerine ulaşmalarına yardımcı olduğu konusunda hemfikir. Benimseme engelleri, maliyet ve endüstrinin geleceği gibi diğer konuların yanı sıra, ankete katılanların yaklaşık %63’ü hurda parçaları yeniden kullanmanın yollarını aradıklarını söylediği için geri dönüşüm konusunda da görüşlerini dile getirdiler.
Bu yıl, endüstrinin tüm sektörlerini ilgilendiren ve bizim de büyük bir zorluk olarak gördüğümüz bir konuyu vurgulamaya karar verdik: sürdürülebilirlik. Bu teknolojinin çok parlak bir geleceği olduğunu söylemekten mutluluk duyuyorum ve 3D baskının geleceğine kendi katkımı yapabildiğim için gurur duyuyorum.
Sculpteo’nun CEO’su Alexandre D’Orsetti.
3D baskının durumunu inceleme
Sculpteo, her yıl bir anket yoluyla endüstri verilerini topluyor. Ardından bunları analiz ederek 3D baskıdaki temel eğilimleri vurgulamak için kullanıyor. Firmanın 2022 anketine katılan 1.000’in biraz altında, %63’ü Avrupa’dan, %23’ü ise ABD’den geldi. Rapor ayrıca, üst düzey yöneticilerin, mühendislerin ve tasarımcıların teknolojiyi kullanma olasılıklarının daha yüksek olduğunu ve olgunluk seviyesinin “sektör genelinde arttığını” ortaya koydu.
Aslında, katkıda bulunanların çoğu artık 3D baskıyı başlı başına bir üretim aracı olarak görüyor. “Uzman Kullanıcılar” olarak adlandırılanların yaklaşık %40’ı teknolojiyi kısa seri üretim çalışmaları gerçekleştirmek için kullandıklarını ve bu üreticilerin %18’i bunu seri üretim için kullandıklarını söyledi. Başka yerlerde, ankete katılanların %47’si mekanik parçalar oluşturmak için 3D yazıcıları kullandıklarını, %28’i ise bunları tüketim malları üretmek için kullandıklarını söyledi.
Sürdürülebilirlik cephesinde, %40’ı daha sürdürülebilir üretim yöntemleri ve malzemeleri istediğini kabul etti. Ancak rapor, 3D baskının bu alanda bir etki yarattığını gösteren sonuçlar ortaya koydu. Ankete katılanların %61’i, teknolojinin ana faydasının talep üzerine üretim olduğu konusunda hemfikir.
Sculpteo’nun Üreticilerin 3D baskı hedeflerine ilişkin State of 3D Printing Raporundan elde edilen veriler.
Sculpteo’nun araştırmasından ortaya çıkan bir diğer önemli trend, eklemeli imalatın potansiyeli hakkında kullanıcı pozitifliğiydi. Ankete katılanların %84’ü teknolojinin geleceği konusunda iyimser olduklarını söylerken, katılımcıların %58’i teknolojinin ileriye dönük daha geniş imalat dünyasında önemli bir rol oynayacağına dair ‘çok iyimser’.
Şu anda, ankete katılanların %24’ü, ürün yinelemesini hızlandırmak için 3D baskı kullanıyor. Sırasıyla %14 ve %11 ile parça optimizasyonu ve üretim esnekliği sonraki en popüler uygulamalar olarak geliyor. Teknoloji olarak, toz yatağı füzyonu (PBF) ve endüstriyel kaynaşık biriktirme modellemesi (FDM) de %12 ile en yüksek kullanılan süreçler oldu, ancak daha fazlası (%49’a karşı %23) ikincisini şirket içinde kullanıyor.
Anket, üreticilerin 3D baskının sürdürülebilirlik faydaları konusunda olumlu olduklarını bulmanın yanı sıra, sonuçta %35’inin bundan en iyi şekilde yararlanmak için daha fazla desteğe ihtiyacı olduğunu ortaya koydu. İyileştirmeye ihtiyaç duyduğu belirlenen diğer alanlar arasında ham madde ve yazılım yer alıyor. %35’i daha özel malzemeler talep ediyor ve %31’i yazılım ilerlemelerinin daha fazla uygulamanın kilidini açabileceği konusunda hemfikir.
Sculpteo’nun Üreticilerin 3D baskı harcama alışkanlıklarına ilişkin State of 3D Printing Raporundan elde edilen veriler.
3D baskı içgörüleri için araştırma
Sektördeki en son trendleri ortaya çıkarmak amacıyla anketler yapan tek kişi Sculpteo değil. 3D Printing Industry’nin kendi Resin State 3D Printing Anketi sonuçları Haziran ayında yayınlandı. Bunlar, üreticilerin satın alma kararları verirken ürün bulunabilirliğine ve açık malzeme sistemlerine öncelik verdiğini gösterdi.
Geçmişte, Eklemeli Üretimde Sektör Becerileri Stratejisi veya ‘SAM’ Projesi, daha iyi eğitim verilmesine yardımcı olmak için tasarlanan 3D baskı iş gücü anketleri yapıldı.
Otomatik Paketleme Hatlarında 3D Baskı Yedek Parçalar
Sürdürülebilir ve geri dönüştürülebilir metal ambalaj konusunda uzmanlaşan Trivium, 60’tan fazla ülkede 7.500’den fazla çalışanı ile faaliyet gösteriyor. Şirket, müşterilerinin ürün ve marka gereksinimlerini karşılamak için çok çeşitli yenilikçi metal ambalaj hizmetleri sunuyor. Mühendislik ekipleri maliyet tasarrufu sağlamak ve hatlarını verimli bir şekilde çalışır durumda tutmak için Ultimaker 3D yazıcıları kullanıyorlar. Bu yazıcılar ile 3D baskı yedek parçalar üretiyorlar. Peki bu süreci nasıl yönetiyorlar?
Konveyör besleme solucanı
Besleme solucanı, bir taşıma sisteminde hassas tasarlanmış bir zamanlama vidası olarak çalışır. Dönerken, taşıma bandı boyunca kapları hızlı ve doğru bir şekilde ayırır.
Trivium’un paketleme makinesinin orijinal parçası aşınmıştı ve artık tedarikçiden temin edilemezdi. Bu nedenle, Hollanda fabrikasındaki Teknik Uzmanlardan biri olan Paul Klopper, bir çözüm için 3D baskıya yöneldi. Parçayı yeniden şekillendirdi ve Ultimaker S5 yapı plakasına birlikte basılabilmesi için iki parçaya ayırdı. Daha sonra iki parçayı makineye takılabilmesi için metal bir çubukla birbirine bağladı.
Tasarım doğrulaması bir ABS baskı ile sağlandı. Ancak bu, orijinal parçaya benzer bir oranda yıprandı. Paul bir sonraki yinelemesinde solucanı, orijinalinden daha aşınmaya dayanıklı bir yedek parça olduğu kanıtlanan karbon fiberle güçlendirilmiş naylona bastı.
Bu, farklı malzemelerle 3D baskının gücünü mükemmel bir şekilde göstermektedir. Tasarımı doğrulamak için Tough PLA veya ABS gibi düşük maliyetli bir malzeme ile test etmeye başlayabilirsiniz. Ardından, orijinalinden daha iyi performans gösteren özelliklere sahip bir parça oluşturmak için mühendislik sınıfı bir malzemeye geçin.
Artık, ne zaman yeni bir parçaya ihtiyaç duyulsa, Paul’ün tasarımı zaten doğrulanmış ve talep üzerine 3D baskıya hazır olarak Trivium’un dijital envanterinde mevcut. Bu, yalnızca eski paketleme makinelerini çalışır durumda tutabilmelerini sağlamakla kalmıyor. Ayrıca yedek parça depolama ihtiyacını da azaltır.
Silikon contalar için kalıplar
Silikon contalar veya contalar için kalıp oluşturmak, genellikle gözden kaçan bir 3D baskı uygulamasıdır.
Ancak Trivium’daki mühendislerin farklı makineler için pek çok contayı değiştirmesi gerekiyordu. Bunlar ya çok pahalıydı ya da artık mevcut değildi. Bunun yerine 3D baskıya yöneldiler. Ekip, 60 mikron katman yüksekliğinde baskılı ABS kullanarak silikon için pürüzsüz ve doğru kalıplar oluşturmayı başardı. Bunlar daha sonra yeniden kullanılabilir, zamandan ve paradan tasarruf edilebilir.
Yeni bir kalıp tasarlayıp basabilir ve ertesi gün elimizde olabilir.
Teknik Uzman, Dylan Bar.
Konveyör sensör tekerleği
Çift ekstrüzyon 3D baskı, iki malzemeyi aynı baskıda birleştirmeyi mümkün kılar.
Paul Klopper, takometrelerindeki kırık tekerleği değiştirirken bu avantajı kendi avantajına kullandı. Bu el tipi cihaz, operatörlerin paketleme hattı boyunca farklı yerlerdeki konveyör bantlarının hızını ölçmelerine olanak tanır. Bunu doğru bir şekilde yapmak, taşıma sisteminin farklı parçalarının senkronize edilmesini kolaylaştırır ve sürekli üretimin sağlanmasına yardımcı olur. Paul, tekerleği CAD‘de modelledikten sonra kauçuk benzeri bir malzemeyle yazdırdı: TPU-95A. Bu, konveyörün yüzeyinde daha iyi tutuşa sahip olacağı anlamına geliyordu.
Yalnızca 3 saatte yazdırılabilir olması, Paul’ün ekibinin artık tüm cihazı değiştirmesine gerek olmadığı anlamına gelir. Ayrıca, 3D baskının, üretim hattında meydana gelebilecek neredeyse her türlü zorluğa çözüm üretmek için nasıl inanılmaz derecede esnek bir yol sunduğunu da gösteriyor.
Trivium’dan alınan bu üç örneğin ötesinde, Ultimaker müşterilerinin fabrikalarında kullandığı yüzlerce başka 3D baskı uygulaması var. Tesisinizin üretkenliğini ve OEE’yi 3D baskı ile nasıl iyileştirebileceğiniz konusunda daha fazla ilham almak için ileri okuma yapabilirsiniz.
3D Baskı Heykel: En Etkileyici 10 Proje
Eklemeli imalat kullanılarak yaratılan birçok olağanüstü 3D baskı heykel bulunuyor. Bilinen oyma, birleştirme ve döküm gibi geleneksel heykel teknikleri ile taş, mermer ve ahşap gibi malzemeler geçmişte mi kaldı? Birçok heykeltıraş ve sanatçı hala geleneksel yöntemleri tercih ediyor. Bununla birlikte 3D baskı kullanarak heykeller yaratmaya başlayanlar da bulunuyor.
3D baskı, protez, mimari ve daha pek çok alanda yaratıcılığı körükleyerek ilerleme kaydetti. Bununla birlikte sanatçılar da sanat eserlerini hayata geçirmek için 3D baskıyı kullanmaya başladılar.
Geleneksel yöntemler ile 3D baskı arasındaki farklara bakıldığında en çok göze çarpan şey 3D heykellerin geleneksel yöntemlerle elde edilmesi zor olabilecek son derece karmaşık tasarımlara sahip olabilmesidir. Bu noktada 3D baskı heykellerde çeşitli teknolojik süreçler kullanılıyor. Söz konusu süreçlerin ardında birbirinden farklı ilhamlar bulunuyor. Sanatçılar ve sanatçıların kendileriyle iş birliği yapan 3D baskı oluşumları beklenmedik yenilik ve ilerlemelere öncülük etme fırsatına sahip olabiliyor.
Yaratıcılığın ve 3D baskının şimdiye kadar yarattığı en dikkat çekici heykellerden bazılarına bir göz atalım!
1. Nesurak
Nesurak
Bu renkli 3D baskı heykel, Belçikalı sanatçı Nick Ervinck ile 3D baskı hizmeti sağlayıcısı Materialize arasındaki iş birliğinde yapıldı. Eser arka planda uzaylılar, robotlar ve bilim kurgu kreasyonlarından ilhamla yapıldı. Ervinck’in çizimleri, gelecekten gelen kahraman bir tanrı heykeli gibi görünüyor. Bu çizim Maya ve İnka kültürlerinden biraz Star Trek havası taşıyor.
Fütüristik heykel 40,9 x 19,3 x 21,3 inç ölçülerinde ve 200 parçadan oluşuyor. Materialise, seçici lazer sinterleme (SLS) makineleri ile bireysel parçalar üretildi. Üretilen parçaları Nick’in stüdyosuna gönderdiler. Burada sanatçı, fantastik cyborg heykelini yapmak için yüzeyleri bir araya getirmeden önce pürüzsüzleştirdi ve renklendirdi.
Yakın zamanda BMW Sanat Kulübü’nde sergilenen bu heykel, kum ve reçine kullanılarak tamamen 3B basılmış en karmaşık 3B baskı heykellerden biridir. Tasarım, tasarımcının ve makine öğrenimi ve yapay zeka kullanan bir bilgisayarın ortak çabalarıyla oluşturuldu.
İlk baktığınızda ilginizi çekebilir, şaşırabilir ve hatta hayrete düşebilirsiniz. Ancak sanat eserinin arkasındaki motivasyon, izleyicilerin duygularını uyandırmak ve gelecekteki mimarinin nasıl görünebileceğine dair vizyonlarını genişletmektir. İlk bakışta, bu enstalasyon kaotik bir figür gibi görünebilir fakat farklı bir güzelliğe sahiptir!
Bu 3D baskı heykel, gezegenimizin kırılganlığı ve üzerindeki tüm yaşam hakkında farkındalık yaratmayı amaçlayan bir serginin parçasıydı. Kambur balinalar görkemli yaratıklardır. Sudayken bazen onları bir an için yakalayabilseniz de yalnızca hava için yüzeye çıktıklarında görünürler. Dolayısıyla bu heykellerde vücutlarının sadece bir kısmı tasvir edilmiştir.
Heykeli oluşturan üç parçanın (baş, yüzgeç ve kuyruk) tamamı paslanmaz çelik kullanılarak basılmıştır. Toplam ağırlığı 880 kg’dır. Üstelik gerçekçi detaylandırma sayesinde heykel, etrafındaki çimleri okyanus gibi gösteriyor!
Hangi malzemeler kullanılır? Paslanmaz çelik
Hangi süreç kullanılır? Robotik tel ark eklemeli imalat (WAAM)
2017’de James Burton, 12 fit uzunluğunda ve 110 kiloluk heykeliyle dünyanın en uzun 3D baskı heykeli için Guinness Dünya Rekoru’nu kazandı. Bunu takiben, Dr. Vinson Allen’ın 45 ayrı parçadan oluşan ve yaklaşık 1.500 pound ağırlığındaki 19 fit, 10 inç yüksekliğindeki heykeli kısa süre önce rekor kırdı.
Heykel başlangıçta rekor kırmak için gerekenleri karşılayamasa da yapımcı onu ikinci kez denedi. Bunun sonucunda amacına başarıyla ulaştı. Bazı yönlerden heykel, doktorun kendi topluluğuna minnettarlığını gösterme şeklidir. Başlangıçta bir reklam olarak tasarlanmış olsa da o zamandan beri İlham Heykeli haline geldi. Hala bu adla anılmaya devam ediyor.
Hangi malzemeler kullanılır? Belirtilmemiş
Hangi süreç kullanılır? Kaynaşmış biriktirme modellemesi (FDM)
Julian Voss-Andreae sadece bir sanatçı değil, aynı zamanda bir fizikçi ve matematikçidir. Bilimin sanatı için çok önemli bir ilham kaynağı olduğu açıkça görülebilir. Bronz heykeli Poli için 3D baskı kullanması şaşırtıcı değil.
10.000 saat içinde, LulzBot yazıcıları kullanarak PLA filamanlı 100 kalıbı 3D olarak bastı. Bu parçalar, kadın şeklindeki heykelin bronz dökümüne hizmet etti. 3D baskı heykel 2017’de ortaya çıktı ve Atlanta’daki Georgia Institute of Technology’de görülebilir.
Hangi malzemeler kullanılır? PLA (kalıplar)
Hangi süreç kullanılır? Kaynaşmış biriktirme modellemesi (FDM)
İngiliz sanatçı Matthew Plummer Fernandez’in bu eseri, Londra’daki konut krizinin bir eleştirisidir. İngiliz başkentinde yaşayacak bir yer bulmak için kendisi mücadele etti. Token Homes ile birçok evin yaşanacak bir yerden çok bir yatırım olarak görülmesini eleştiriyor.
3 metrelik heykel, 3D baskı başlangıcı Fluxaxis’in ABSplus kullanarak bir Fortus 900mc 3D yazıcıda bastığı 400 minyatür evden oluşuyor. Hizmet sağlayıcı, Plummer Fernandez’in konuk sanatçı olarak çalıştığı mühendislik tasarım firması Stage One’ın kardeş şirketidir.
Hangi malzemeler kullanılır? ABSplus
Hangi süreç kullanılır? Kaynaşmış biriktirme modellemesi (FDM)
Bir tasarım stüdyosu bir araştırma enstitüsü ile iş birliği yaptığında ne elde edersiniz? Mikrobiyolojik dünyaya içgörü sağlayan muazzam bir enstalasyon.
HORTUS XL Astaxanthinig heykeli, mercan morfolojisinden ilham alan substratumun büyümesini simüle ediyor. ecoLogicStudio ile Innsbruck Üniversitesi’ndeki Sentetik Peyzaj Laboratuvarı araştırma enstitüleri ve Güney Danimarka Üniversitesi’nden Create Group arasındaki iş birliğinin sonucudur.
Sanat eseri, dünyanın ilk 3D baskı biyo-reaktörüdür. Deneysel yapıları algoritmik olarak tasarlandı. Ardından 185 farklı inşaat birimine bölündü. Toplam 597 pound ağırlığındaki parçaların tamamı WASP 3D yazıcılarda basıldı. İşlem yaklaşık 1.780 saat sürdü.
Hangi malzemeler kullanılır? PETG
Hangi süreç kullanılır? Kaynaşmış biriktirme modellemesi (FDM)
John Edmark çalışmaları aracılığıyla, sanat ve bilimi birleştirirken dikkate değer bir şey yaratmanın mümkün olduğunu gösteriyor.
Stanford Üniversitesi öğretim görevlisi ve tasarımcısı, Blooms heykelleri gibi büyüleyici şaheserler yaratmak için 3D baskıyı kullanıyor. Doğadan ve geometriden ilham alan çiçek figürleri, flaş ışığı altında döndürüldüklerinde canlanıyor ve izlemesi son derece hipnotize edici oluyor.
Rob ve Nick Carter, Elton John, Beckham’lar ve diğer önemli kişiler tarafından toplanan parçalarla tanınmış sanatçılardır. Yenilikçi teknolojiler kullanarak geleneksel sanat eserlerini yeniden yorumlamayı amaçlıyorlar. Bunun sonucunda birkaç kişi için bunu başarıyla gerçekleştirerek muhteşem heykeller yarattılar.
Vincent Van Gogh’un 1888 tarihli ünlü Ayçiçekleri yağlı boya tablosunu 3D baskı kullanarak yeniden yorumlamalarıdır. 23 inç yüksekliğindeki kopyanın üretimi için Carters, yaratıcı görsel efekt stüdyosu MPC ile iş birliği yaparak van Gogh’un boyalı görüntüsünü dijital bir 3D modele aktardı.
3D dosya, 16 mikrona kadar hassasiyetle baskı yapabilen üst düzey bir ProJet 3500 yazıcı kullanılarak Visijet M3-X reçinesiyle basılmıştır. Son olarak, heykel silikon bronzdan dökülmüştür.
En mükemmel fiziksel formu yaratma hedefiyle Dario Santacroce, minimal ancak karmaşık tasarımlara sahip birkaç küresel kreasyon yaptı.
Bu kreasyonların başlangıç noktası, mimaride, eski haritalarda ve hatta gitar penaları ve yangın muslukları gibi nesnelerde bulunan bir şekil olan Reuleaux üçgenidir. Reuleaux üçgenini temel alan sanatçı, hepsi eşit derecede benzersiz ve büyüleyici olan neredeyse 15 farklı form yarattı.
Bu tasarımlar önce FDM kullanılarak test edildi. Akabinde kumtaşı ile hayata geçirildi. Bununla birlikte, 3D baskı kumtaşı heykeller mükemmel değildir. Her zaman bazı son işlemler gerektirir. Bunun üstesinden gelmek için özel aletlerle zımparalamak gerekir.
3D Baskı ile Çelik Parçalarınızı Nasıl Üretebilirsiniz?
Ultimaker ve BASF Forward AM iş birliğinde 3D baskı ile çelik parçalar üretmek artık mümkün bir hale geldi. Ultimaker S5’i Metal Genişletme Kiti ile yükselterek yeni bir metal 3B baskı uygulama yelpazesinden yararlanabilirsiniz. Sorunsuz iş akışı ile paslanmaz çelik parçaların oluşturulmasını daha kolay, daha verimli ve uygun fiyatlı hale getirebilirsiniz.
Neler dahil?
Bir genişletme kitinin, termoplastik filamentler için tasarlanmış mevcut bir yazıcının metal parçaları güvenilir bir şekilde basmasına nasıl olanak sağladığını merak ediyor olabilirsiniz. İki temel unsur vardır. İlk olarak, kit, metal ve seramik destek malzemelerinin basılması için özel olarak optimize edilmiş nozüllere sahip yeni bir Ultimaker Print Core DD¹ dahil olmak üzere Ultimaker Print Cores içerir.
İkinci bileşen, BASF Forward AM ile derin bir iş birliği içinde geliştirilen bir iş akışıdır. BASF Forward AM filamentleri ve son işleme hizmetleri, Ultimaker iş akışına sorunsuz bir şekilde entegre edilmiştir. Bu nedenle güvenilir, tekrarlanabilir baskı için kapsamlı bir şekilde test edilip tasarlanmış olması bir yana, her şey halledilir.
Kitle ayrıca metal filamentleriniz için optimize edilmiş en yeni Ultimaker yazılımına erişim, BASF Forward AM sipariş yönetimi portalına kolay erişim ve metal FFF uzmanları tarafından geliştirilen kapsamlı e-öğrenme modüllerine sahip olursunuz.
Nelerin dahil olduğuna bir göz atalım:
BASF İleri AM Ultrafuse® 17-4 PH filament (1 kg)
BASF Forward AM Ultrafuse® Destek Katmanı filamanı (300 g)²
Yeşil parçalar için paketleme ve son işleme için bir kupon
Ultimaker Baskı Çekirdeği CC 0.4
Ultimaker Baskı Çekirdeği DD 0,4¹
Magigoo Pro Metal (50 ml) yapıştırıcı
Optimize edilmiş metal parça dilimleme özelliklerine sahip ücretsiz Ultimaker Cura yazılımı
Ultimaker Academy’de özel metal FFF e-eğitim içeriğine erişim
Ultimaker Metal Genişletme Kiti’nin nasıl çalıştığı hakkında daha fazla bilgi edinmek için bu videoyu izleyebilirsiniz.
Metal 3D Baskı
Metal parçalar %90’a kadar daha ucuz
Ultimaker Metal Genişletme Kiti, 17-4 PH paslanmaz çeliği metal için optimize edilmiş destek malzemesi ile birleştirir. Bu, karmaşık geometrilere sahip yüksek mukavemetli parçalar oluşturma özgürlüğü sunar.
BASF Forward AM Ultrafuse® 17-4 PH, yüksek mukavemetli ve sert parçalar için ideal bir paslanmaz çeliktir. Ayrıca mükemmel korozyon ve ısı direnci sayesinde en zorlu çalışma koşullarına dayanabilir. Bu özellikler, geleneksel metal enjeksiyon kalıplama için kullanılan kanıtlanmış bir katalitik ayırma ve sinterleme işlemiyle elde edilir.
Ancak güvenilir metal 3B baskının pahalı olması gerekmez. CNC ve diğer eklemeli yöntemlerle karşılaştırıldığında %90’a varan maliyet tasarrufu elde edebilirsiniz. Ultimaker 3D yazıcılar masanıza veya tezgahınıza sığdığından, bu çözümü benimsemek ve küçük metal aletler ve yardımcı bileşenler serilerine olan ihtiyacınıza göre ölçeklendirmek kolaydır.
Ultimaker’ın bu benzersiz hepsi bir arada paketi, Ultimaker S5 gibi açık masaüstü platformlarında metal 3D baskının kilidini açarak MFFF’yi daha erişilebilir ve uygun fiyatlı hale getiriyor. Kit içindeki gerekli tüm bileşenler ve aksesuarlar ile kullanıcıların arka arkaya plastik ve metal parça baskıları arasında geçiş yapmalarını kolaylaştırır. A’dan Z’ye tüm süreçte onlara yardımcı olur. Bu kiti Ultrafuse® filamentlerimizle tamamlamaktan ve farklı bölgelerde bulunan ayrıştırma ve sinterleme ortaklarımız aracılığıyla rekabetçi bir fiyata basitleştirilmiş bir son işleme adımı sunduğumuz için mutluluk duyuyoruz.
BASF Forward AM Metal Sistemler Başkanı, Fırat Hızal.
Ultimaker S5’te plastik veya metal 3D baskı yapabilmek, daha geniş bir potansiyel uygulama yelpazesi açarak 3D yazıcınızı daha da çok yönlü hale getiriyor. Ultimaker ile metal 3D baskı, donanım değişikliği gerektirmez. Baskı merkezlerini değiştirin, malzemeyi yükleyin (makaradaki NFC çipi sayesinde otomatik olarak tanınır) ve baskıya başlayın. Sonuç, ayrıştırma ve sinterleme için hazır “yeşil” bir parçadır.
3D Tarama ile Tersine Mühendislik Mümkün mü?
Tersine mühendislik, genellikle benzer bir şey üretmek amacıyla, imalatında yer alan kavramları keşfetmek için bir ürün veya cihazı sondan başa inceleme süreci olarak tanımlanıyor. Bu hepimizin hemfikir olacağı gibi yeni bir kavram değil. Tersine mühendisliğin öncelikle savaş zamanlarında rakiplerin teknolojik sırlarını çözmek için kullanıldığı biliniyor.
Günümüzde tersine mühendislik, tipik bir tasarım iş akışının ters yönünü ele alarak fiziksel bir nesnenin geometrisini dijital bir 3B modele dönüştürme süreciyle daha yaygın bir şekilde ilişkilendiriliyor. Ancak bu “modern” türden tersine mühendislik ancak 3D tarama gibi nispeten yeni teknolojilerle mümkündür.
3D tarama teknolojileri ile tersine mühendislik
3B taramadan önce geleneksel tersine mühendislik son derece zaman alıcı ve geleneksel görevler içeriyordu. Bu durum günümüz pazarındaki parça ve ürünlerin yüksek kalite standartları ve maliyetler göz önüne alındığında kapsam ciddi şekilde sınırlanıyordu.
3D tarama, en karmaşık parçaların bile geometrisini olağanüstü hızlı ve hassas bir şekilde verimli bir şekilde yakalayabiliyor. Bu teknoloji yeniden incelenmesi gereken durumlarda tersine mühendislik kullanımına olanak sağlıyor.
3D tarama ve tersine mühendislik için ana uygulamalar
3D tarama ile tersine mühendislik, ürün geliştirme ve üretim için birçok olasılık sunar. Genel olarak, tersine mühendisliğin farklı kullanımları üç ana uygulamaya ayrılabilir. Bunlar parçaları çoğaltmak, mevcut parçaların varyasyonlarını yaratmak veya mevcut bir ortam veya nesneye dayalı olarak tamamen yeni parçalar geliştirmektir.
1. Parçaları yeniden oluşturun ve çoğaltın
3D tarayıcıların en popüler kullanımlarından biri, orijinal tedarikçiden temin edilemeyen veya uygun belgelere sahip olmayan hasarlı veya yıpranmış parçaları yeniden oluşturmaktır.Bu, eski makinelerle veya eski araçlarla çalışırken yaygın bir sorundur.
Ancak, iyi bir 3B tarayıcı ve uygun yazılımla bu basit bir görev haline gelebilir. Örneğin Katsuya Tanabiki, eski bir motosiklet kaskının kalkan çentiğini tersine mühendislikle onardı. Miğferde iki kalkan çentiği vardı, ancak biri kırılmıştı ve yeni bir çentik elde etmek çok zordu. Bu küçük parça, Sabit Modda bir EinScan Pro 2X ile 3B tarandı ve daha sonra 3B yazdırıldı.
Kask parçasının tersine mühendislik süreci
Ancak parçanın gerçek üretimi her zaman nihai hedef değildir. Diğerlerinin yanı sıra havacılık ve uzay ve otomotiv endüstrileri, bileşenleri dijitalleştirmek ve eski parçaların dijital envanterlerini oluşturmak için tercihen tersine mühendisliği kullanıyor. Bu sayısallaştırılmış bileşenler “dijital ikizler” olarak biliniyor.
Bu parçaların karmaşıklığı ve karşılamaları gereken katı boyutsal gereksinimler 3D taramayı vazgeçilmez kılıyor. Örneğin, Print3DD tarafından ters mühendisliği yapılmış bu küçük türbini ele alalım. Kanatlarının ayırt edici geometrisini, 3D tarama olmadan doğru bir şekilde yeniden oluşturmak imkansız olacaktır.
2. Mevcut parçaları geliştirin
Tersine mühendisliğin bir başka amacı sayısallaştırılmış parçaları yalnızca yeniden üretmek yerine yeni ve geliştirilmiş değişkenler oluşturmak için kullanmaktır. Bu yöntem, sıfırdan parça oluşturma süresini ve maliyetlerini önemli ölçüde azaltabilir. Bununla birlikte ayrıca daha büyük düzeneklere ait bileşenler için mükemmel bir uyum sağlar.
Mobilya nesnelerini sayısallaştırma
Fiziksel nesnelerin yeni versiyonlarını oluşturmak için kullanılan tersine mühendisliğin bir başka güzel örneği mobilya parçalarının özelleştirilmesidir. Voxel 3D tarafından 3D tarama ve CNC ahşap oymacılığı kullanılan bu projede tek bir mobilyanın oyma süslemeleri 3D tarama ile sayısallaştırılarak farklı parçalara entegre edilmiştir.
3. Tamamen yeni parçalar oluşturun
3D tarama tamamen yeni parçalar oluşturmak için dijitalleştirilmiş parçaları referans olarak kullanan bir başka tersine mühendislik uygulamasını etkinleştirdi. Bu prosedür genellikle, çok karmaşık veya düzensiz bir arayüze sahip mevcut bir parça üzerinde sıkı bir uyum gerektiğinde kullanılır.
Bunu göstermek için, Fuller Moto otomotiv özelleştirme mağazasından bir kullanım örneğine bakalım. Bryan Fuller ve ekibi, EinScan Pro 2X Plus’ı kullanarak 1967 model bir Lincoln Continental’in ayak boşluğunun tamamını 3D olarak taradı. Sayısallaştırılmış bölge, yeni bir tekme paneli tasarlamak için referans olarak kullanıldı. Ayak boşluğunun hassas 3D modeli, yeni parçanın özelleştirilmiş araca kusursuz bir şekilde uymasını mümkün kıldı.
3D tarama – tasarım iş akışı kullanılarak, yeni tekme panelinin incelenmesi.
Bu özel teknik aynı zamanda tıp uzmanları tarafından da yaygın olarak uygulanıyor. Çünkü vücut parçaları benzersizdir ve geleneksel yöntemlerle doğru bir şekilde kopyalanması zordur. Bu noktada 3D taramanın insan parçalarını ve yüzeyleri sayısallaştırmada etkili bir araç olduğu bir kez daha kanıtlanmıştır.
Örneğin kulak kalıpları, sesi işitme cihazlarından kulak kanalına iletmeye yardımcı olan hastaya özel parçalardır. Yeni kulak kalıplarının bakımı veya sıfırdan oluşturulması birkaç hafta sürebilir. Bu süre zarfında hastalar bunlar olmadan işitme sorunları yaşarlar.
Ancak, 3D tarama ve 3D baskı ile tersine mühendislik yöntemleri sayesinde, Toronto’daki Hearing Beyond Odyoloji Kliniği sadece bir günde geçici kulak kalıpları üretebilir. Geçici aksesuar, hastaların kulak kalıplarının başka tesislerde üretilmesini veya bakımını yapmasını beklerken işitme duyularını korumalarına olanak tanır.
Kulak kalıpları taranıyor ve dijital olarak manipüle ediliyor.
İyi bir tersine mühendislik nasıl mümkün kılınıyor?
Bahsettiğimiz örnekler tersine mühendislikte 3B taramanın merkezi rolünü açıkça gösteriyor. 3B taramayla yakalanan verilerin etkinliğinin ve doğruluğunun, başarılı bir tersine mühendislik süreci için büyük önem taşıyor. Bununla birlikte, tersine mühendislikte iyi sonuçlar elde etmek için yakalanan verilerin kalitesi çok önemlidir. 3D tarama cihazının seçimi, yetenekleri ve işlevleri, tüm sürecin başarısında merkezi bir rol oynar. Ancak veriyi işlemek ve 3B modellerle çalışmak için kullanılan yazılım araçları da tersine mühendislikte istenen sonuçlara ulaşmak için gerekiyor.
Tersine mühendislik, geçmişte bir zamanlar sahip olduğu askeri uygulamalardan çok yol kat etti. 3B tarama teknolojileri, tersine mühendislik için endüstriyel uygulama yelpazesini genişleterek hem işletmelere hem de tüketicilere fayda sağladı.
Genellikle gözden kaçan veya hafife alınan yazılımlar, tersine mühendisliğin sonraki aşamalarında kullanılan yazılımlar da büyük önem taşımaktadır. İş için özel yerleşik araçlar, iyi yürütülen bir tersine mühendislik sürecinde büyük bir fark yaratabilir.
Hızlı Prototipleme: Mobil Fotoğrafçılığın Geleceği
3D baskı teknolojisihızlı prototipleme, son kullanım parçalarını yazdırma, kalıp oluşturma ve daha fazlasını yapmak için tercih ediliyor. Fotoğraf endüstrisinde yeni bir girişim olan Glass Imaging Inc. de kameraların çalışma prensibini yeniden ele alırken SLA’dan faydalanıyor.
Glass Imaging Inc., görüntü işlemenin geleceğini ele almak için Tom Bishop ve Ziv Attar tarafından kuruldu. Çift, Apple’da mobil görüntüleme üzerinde çalışırken tanıştı. Akıllı telefon kameralarında yıllarca artan iyileştirmelerden sonra yeni bir karar aldılar. Kameraların nasıl çalıştığını yeniden düşünmek için Glass Imaging Inc.’i kurmak üzere yola çıktılar.
Ekip, mükemmel fotoğrafı oluşturmak için donanımı (lens ve sensörler) ve modern akıllı telefonların yapay zeka yeteneğini kullanıyor. Bu yetenekeleri bir kamera tasarlamak için benzersiz bir fırsat görüyorlar. Ekip, standart bir akıllı telefon kasasına geniş bir anamorfik lens ve ekstra geniş sensörler yerleştirerek DSLR kalitesinde fotoğrafları cebinize getirmeyi amaçlıyor.
Bir Glass Inc. kamera maketi. Şirketin kamera teknolojisi, standart bir akıllı telefonun içine sığacak şekilde tasarlanmıştır.
Telefon üreticilerini, çoğunlukla yeterli olan onlarca yıllık eski teknolojiden vazgeçmeye ikna etmeleri gerekiyor. Bunun için Glass Imaging Inc.’in çalışan, işlevsel bir prototipe ihtiyacı olacak. İşte burada şirket içi stereolitografi (SLA) 3D baskı devreye giriyor. Böylelikle mevcut şirketlerle daha iyi rekabet edebiliyor. Glass Imaging Inc., demo yuvaları, lens kılıfları ve daha fazlasını oluşturmak için hem Black Resin hem de Rigid 4000 Resin kullanıyor.
3D baskı Cam Görüntüleme prototip kamera kasası ve lens yuvalarının bileşenleri.
3D Baskı İnovasyonu
Attar başlangıçta bir FDM 3D yazıcıya yatırım yaptı. FDM baskı başına düşük bir fiyat sunuyordu. Yine de malzeme özellikleri genellikle birçok iş uygulaması için geçerli olmuyordu. Daha iyi bir seçenek ararken şirket, başlangıçta Amazon’dan ucuz bir SLA yazıcısı satın aldı. Bu yazıcı telefon kılıfları gibi bazı büyük baskılar yaptığı için şirket, kısmen daha kolay malzeme taşıması nedeniyle Form 3+’ya yatırım yaptı. Cogswell işe koyuldu, farklı tutucular ve lens kılıfları basıp test etti.
Tasarım konseptinizden fiziksel baskınıza geçmek çok kolay oldu. Üretim için tasarım konusunda endişelenmek istemezsiniz. Özel desteklere sahip bazı uç vakalar var. Ancak çok hızlı bir öğrenme eğrisi oldu. Birkaç gün içinde bunun için modüller yazdırıyordum. Eklemeli üretim nedeniyle pazara yeni ürünler getiren yenilikçi girişimlerde büyük bir artış oldu.
Cogswell
Cogswell, küçük ölçekte prototip oluşturmanın “3D baskı olmadan çok zor olacağını söyledi. İlk katıldığımda, işlenmiş parçalar ve CNC makineleri alıyorduk. Bunları en hızlı şekilde haftada birkaç gün içinde geri alırsınız ve sonra ayarlamaya ihtiyacınız varsa, onları geri göndermeniz gerekir. 3D baskı ile demomuzu çok daha ilgi çekici hale getiren küçük değişiklikler yapabildik. Yeni özellikler dahil edebildik.”
Devam etti, “Temelde bütün bir telefon kılıfını basıyoruz. Eğer bunu makineyle yapıyor olsaydık, binlerce dolara mal olurdu. Süreç bir hafta veya daha fazla sürerdi. Şimdi, Cuma öğleden sonra baskıya başlıyorum ve Pazartesi sabahı geldiğimde baskı bitiyor.”
Başlangıç aşamasındaki girişimler için prototipler, tasarımları test etmenin yanı sıra yatırımcılara ve işletmelere ne üzerinde çalıştıklarını göstermek için önem taşıyor. En önemlisi, 3D baskı, ürünlerin sürekli olarak geliştirilmesine yardımcı olur.
3B baskı muhafaza ile oluşturulmuş bir Cam Görüntüleme prototip kamerasından örnek görüntüler; büyütülmüş bölgeler, aşırı ayrıntı ve DSLR benzeri ön plan/arka plan ayrımı gösterir.
Fotoğrafın Geleceği
Ekip, ekstra geniş bir sensörü, çıkıntılı tümseklere ihtiyaç duymadan bir mobil cihaza mükemmel şekilde uyan ultra ince bir modüle sıkıştırarak, telefon kameralarının DSLR cihazları kadar iyi olabileceğine inanıyor. Bunu yapmak ve tüm cihazı yazılım algoritmalarıyla mükemmel bir şekilde senkronize olacak şekilde tasarlamak, akıllı telefon kamera kalitesinde ilk gerçek yeni nesil sıçramayı sağlayacaktır. Cogswell’in şirket içi 3D baskıyı düşünen diğer tasarımcılara ne gibi bir tavsiyesi olduğu sorulduğunda,
Sadece deneyin. Kendi parçanızı bastığınızda, içinde ne olduğunu anlıyorsunuz ve bu gerçekten eğlenceli. CAD parçanızın bir gün içinde elinize geçmesi eğlencelidir. Bununla yapabileceğiniz çok şey var, tasarım hakkında düşünmenin pek çok yolu var.
Kamera merceğini yeniden tanımlama yolculuğunda Glass Imaging Inc.’i takip etmek için internet sitelerini ziyaret edebilirsiniz.