“3D Yazıcı Rehberi” serisine 3. yazıyla devam ediyoruz. Bu yazıda “Nitelikli” 3B baskı almayı öğreneceksiniz.
FDM (Fused Deposition Modeling) tekniği, 3B yazıcılarda kullanılan en yaygın tekniklerden birisidir. Bu teknikle çalışan yazıcılar, plastiği eriterek katmanlar halinde üst üste yığar. Bu rehberde sevgili takipçilerimizle en iyi baskı ayarlarını yakalamanın püf noktalarını tartışacağız.
Önceki rehberlere göz at:
Bu rehberde Infill (doluluk oranı) ve shell (kabuk kalınlığı) arasındaki farkı anlayıp, bu ayarları baskılarınızla optimize bir şekilde kullanmayı öğreneceksiniz. Kim en kaliteli baskıyı almak istemez ki?
Giriş: FDM yazıcılar neden böyle çalışıyor?
FDM yazıcıların katmanlı üretim yapmasının nedeni, baskı süresini kısaltmak ve maliyetleri aşağı çekmektir. 3B baskı teknolojisinin aksine; geleneksel kalıp yöntemiyle üretilen nesnelerde onlarca kat daha fazla plastik harcanmaktadır. 3B yazıcılar ise nesneleri üretirken içlerinde farklı desenler oluşturarak plastikten tasarruf ederler. Bu desenlere infill (doluluk oranı) denir. Böylece kullanıcı tasarruf eder, baskı ise sağlamlık kazanır.

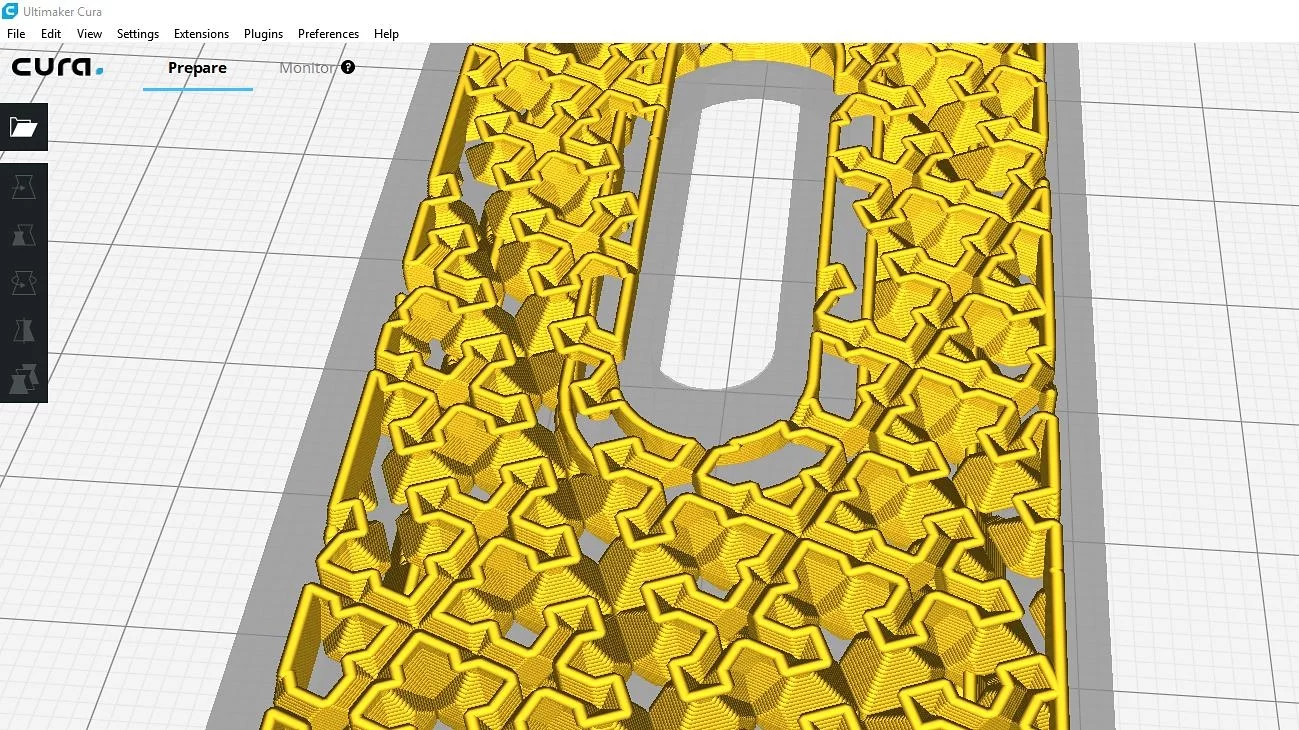
Resim 1.1 Yukarıda farklı infill desenleri bulunuyor. Desen sıklaştıkça baskı sağlamlaşır ve harcanan hammadde miktarı artar.

3D printing ile karmaşık tasarımları üretmek çocuk oyuncağıdır.
3D Baskı Düzeni
Standart bir FDM yazıcı, 4 bölüme ayrılır. 3B modelinizin baskısını en iyi şekilde almak için bu bölümlere ait parametreleri ihtiyacınız doğrultusunda değiştirebilirsiniz.
- Kabuklar (Shells): 3B baskının en dışında bulunan katmanlara kabuk denir.
- Alt katmanlar (Bottom layers): Baskı tabanına yapışan en alttaki katman kabuğuna alt katman denir.
- Üst katmanlar (Top layers): Nozulun değdiği en üst katman kabuğuna üst kaman denir. Bu yüzey genellikle baskının en kaliteli kısmıdır.
- İç doluluk (Infill): Baskının iç yapısı iç doluluk olarak adlandırılır.

1,2 ve 3 numaralı parametreler baskının dış yüzeyiyle ilgilidir. Bu nedenle baskının dış görünümünü doğrudan etkilerler. FDM 3B baskının bu 4 özelliği, tasarımcı tarafından değiştirilebilir.
Kabuklar
Kabuklar, baskının dış kısmını oluşturan katmanların sayısıdır. FDM yazıcılarda her katmanın üretimine ilk önce kabuklardan başlanır. Şunları da bilmekte fayda var tabii:
– Kabuk kalınlığını artırarak baskılarınızı sağlamlaştırabilirsiniz. Böylelikle materyalden tasarruf edersiniz. Birçok slicing yazılımı, (bkz. Cura) kabuk kalınlığını özgürce değiştirmenize izin vermektedir.

– Eğer baskınıza post-processing (parlatma, törpüleme) işlemleri uygulamayı düşünüyorsanız, kabuk kalınlığını artırmanız gerekir. Çünkü post-processing işlemleri baskının dış kabuklarını inceltebilir.
– Bunun yanında, kabuk sayılarının artması; harcanan hammadde miktarına ve modelin baskı süresine doğrudan etki edecektir. Bu da kullanıcıya maliyet olarak yansır.
– Kabuk kalınlığı nozul çapıyla ilişkilidir. Kabuk parametresini değiştirirken, yazıcınızda takılı olan nozul çapının katları olan bir değer girmelisiniz. Uygunsuz bir değer baskının katmanları arasında boşluk gözükmesine neden olup, hatalı baskılara yol açabilir. Örneğin, 0.4mm’lik nozul ucunuz için 0.8mm veya 1.2mm’lik bir kabuk kalınlığı uygun olacaktır.

Soldaki duvar kalınlığı ideal, sağdaki (boşluklu) ise hatalıdır. Aradaki fark, soldakinde nozul çapıyla orantılı bir duvar kalınlığı parametresinin girilmiş olmasıdır.
*Kabuklar genellikle 2 nozul çapı kadar, yani 0.8mm kalınlığında basılmaktadır.
İç Doluluk (Infill)
Çoğu dilimleme yazılımı (slicer) varsayılan olarak modelinizi %18 ila %20 doluluk oranıyla üretmektedir. Bu oranın az olduğunu düşünebilirsiniz, aksine oldukça yeterli bir orandır. Sağlamlık açısından taviz vermez, aynı zamanda zaman ve maliyet bakımından tasarruf etmenizi sağlar.
Doluluk Yüzdesi
Baskının doluluk oranı artarsa sağlamlığı da artar. Peki ne oranda? %50 doluluk oranına sahip bir baskı, %25 doluluk oranına sahip bir baskıya göre %25 daha sağlamdır. Fakat doluluk oranı %50’den %75’e çıkarıldığında, nesnenin sağlamlığı yalnızca %10 artar.

Doluluk oranları: Soldaki (%20), ortadaki (%50) ve sağdaki (%75)
Burada önemli nokta, tasarımcının hangi doluluk oranını seçeceğine parçanın gerçek hayatta kullanılacağı bağlamı düşünerek karar vermesidir. Örneğin, bir baskıyı genel hatlarıyla elde etmek istiyorsanız %20 doluluk yeterlidir; ancak ağırlığa veya basınca dirençli bir parça üretmek istiyorsanız doluluk oranını artırmalısınız. Bu konuda bizimle iletişime geçerek daha detaylı bilgi edinebilirsiniz.
Küçük Bir İpucu
Yapboz gibi birbirine geçmeli nesneler üretirken doluluk oranını %100 yapmak gerekebilir. Çünkü üzerlerine yük bindiğinde, iki nesne arasındaki bağlantıyı sağlayan bu küçük parçalar kolaylıkla kırılırlar. Burada temel mantık, çıkıntının baskıyla olan bağlantı noktasını artırarak kuvvete karşı direnç sağlamaktır.

Beyaz nesnenin bağlantı noktası kırılmışken (%20 doluluk), grininki sapasağlam (%100 doluluk)
Vidalama ve Cıvatalama İşlemleri
Bazen nesnenizi duvara monte etmeniz gerekir. Bu gibi durumlarda bizim önerimiz, vidalama yapacağınız nesneyi minumum %50 doluluk oranıyla üretmiş olmanız. Aksi halde, vida ilk katmandan girip son katmandan çıkacak ve istediğiniz tutuşu elde edemeyeceksiniz. Vida, doluluğu fazla olan nesneye daha sağlam oturur. (Not: Doluluk yanında, kabuk kalınlığı ve duvar kalınlığı da etkilidir.)

Resmi inceleyecek olursak;
A: Oldukça zayıf bir tutuş sağlar.
B: Doluluk arttığı için güçlü bir tutuş sağlar.
C: Kabuk kalınlığı sayesinde B’den daha iyi tutuş sağlar. Aynı zamanda daha ucuz bir çözümdür.
İç Doluluk Kalıpları (Infill Geometry)
Bal peteği olarak nitelendirdiğimiz kalıp, standart bir baskıda mevcut olan şekildir. Tabii ki, bunun dışında farklı kalıplar da bulunmaktadır (bkz Resim 1.1). Dilerseniz bunlara yakından göz atalım.

Öğrendiklerimizi Özetlersek;
– Kabuk kalınlığı ve doluluk parametresi girerken öncelikle parçanın kullanım alanını aklına getir. Unutma, %100 dolu ve kalın bir nesne güçlüdür, ancak maliyet ve zaman gerektirir.
– Kabuk parametresinin, nozul çapının katı olmasına dikkat et.
– Baskıyı duvara montelerken kabuk veya iç doluluğu artırmayı unutma. Bu mümkün değilse cıvata ve pul ikilisini kullanın.
– Hızlı ve ucuz baskılarda dikdörtgenimsi doluluk kalıbını kullanın. Eğer baskının güçlü olmasını istiyorsanız, bal peteği veya üçgenimsi kalıp işinizi görecektir.
Tebrikler! Buraya kadar okuduysan “Nitelikli” 3B baskı için artık hazırsın! Tecrübelerini bizlerle paylaşarak bu makalenin gelişmesine katkıda bulunabilirsin. 3B baskı konusunda öğrenmek istediklerin için 3Dörtgen ile iletişime geçebilir, daha önceki rehberlerimize göz atabilirsin.
Maker ruhuyla dolup taşacağın keyifli baskılar…
Önceki rehberlere göz at:
Yazar: Çağan Kuyucu
Kaynak: 3dhubs.com | ilgili içeriğe git
 3D tarama hangi alanlarda kullanılabilir?
3D tarama hangi alanlarda kullanılabilir?  Profesyonel 3D tarama için hangi cihaz kullanılmalı?
Profesyonel 3D tarama için hangi cihaz kullanılmalı?  3B baskının önemli yararlarından biri, (ve gerekliliği) parçalarda farklı açıların ve boşlukların rahatlıkla üretilebilmesidir. Üretim açısından baktığımızda bu hem ürünün ağırlığını etkiler, hem de zaman ve malzeme maliyeti açısından üreticiye kar sağlar.
3B baskının önemli yararlarından biri, (ve gerekliliği) parçalarda farklı açıların ve boşlukların rahatlıkla üretilebilmesidir. Üretim açısından baktığımızda bu hem ürünün ağırlığını etkiler, hem de zaman ve malzeme maliyeti açısından üreticiye kar sağlar.