UltiMaker’ın Yeni Method XL 3D Yazıcısı: Endüstriyel FDM’lerle Rekabet Edebilecek Güçte!
Önceki sürümlerin beş katı baskı hacmi sunan ve baskı hassasiyetini koruyan yeni Method XL, UltiMaker’ın Ürün VP’si Johan-Till Broer’ın All3DP’ye söylediğine göre, yeni bir müşteri kitlesine hitap edebilir.
Broer, “Method XL, endüstriyel yazıcıların şu anda oynadığı alana daha çok yönelik, daha olgun bir kullanıcı kitlesine hitap ediyor” diyor.
UltiMaker, XL’yi henüz kurumsal bir iş durumuna sahip olmayan veya organizasyonlarından altı haneli bir endüstriyel çözüme yatırım yapmaya tam anlamıyla ikna olmamış şirketlere yönlendirmeyi amaçlıyor. XL, şirketlere maliyet tasarrufu sağlamalarına ve 3D baskıyı iş akışlarına ve süreçlerine entegre etmelerine yardımcı olacak güvenilirlik, malzeme ve kullanım kolaylığı sunuyor.
“Amacımız profesyonel 3D baskının benimsenmesini teşvik etmek” diyor Broer. “Ve bunu yapmanın bir yolu, çok uygulama spesifik çözümler geliştirmektir. Bu tür düşünce ve ürünlerin UltiMaker’dan çıkmasını göreceksiniz.”
Endüstriyel Erken Kullananlar İçin FDM
Method XL, enjeksiyon kalıplama plastikleri gibi malzemelerle fonksiyonel prototipleme ve nihai kullanım parçaları için mühendislik uygulamalarına odaklanmış durumda.
Broer, “Bu plastiklerden yapılmış ürünler üzerinde çalışan veya geliştiren mühendislerin, maliyetli bir kalıp işlemine girmeden önce fonksiyonel prototip yapmaları gerekiyor” diyor. “Ve bunu yaparken, prototipinizin üretimde kullandığınız aynı plastikle yapılmasını istersiniz.”
Carbon fiber içeren ABS, Method XL’in yapılmış olduğu malzemelerden biri olarak belirtiliyor. Yazıcının (100°C’ye kadar) ısıtmalı bir odası ve yeni bir ısıtmalı yatak (105 °C’ye kadar) ile dış, nem kontrol edilen bir filament kutusu, enjeksiyon kalitesinde baskılar üretmek için tüm kutuları işaretliyor.
UltiMaker, endüstriyel FDM’lere rakip olarak konumlandırılan Method XL’nin sağlam ABS parçalarını basabildiğini ve aynı zamanda daha kullanışlı olduğunu iddia ediyor. Web tarayıcı etkinliğine sahip bir CAD dosyasından baskı işlemlerini herhangi bir yerden yüklemenize, izlemenize ve takip etmenize olanak tanıyan bir iş akışı bulunmaktadır.
Method X Carbon Fiber sadece daha büyük mü?
Method serisinin hayranları tarafından beğenilen çoğu özellik ve malzeme, XL versiyonuna da dahil edilmiştir. ABS ile baskı yapmayı daha basit ve düzgün bir süreç haline getiren RapidRinse su çözünebilir destek malzemesi bulunmaktadır. XL aynı zamanda çift modüler ekstruderlara ve 1.75 mm filament uyumluluğuna sahiptir.
Method serisindeki ve yalnızca XL versiyonunda bulunan yeni özellikler arasında yukarıda bahsedilen ısıtmalı yatak ve filament odası ile birlikte yerleşik bir HEPA filtresi bulunmaktadır.
UltiMaker ile birleşen, küçük “m” ile bilinen Ultimaker şirketinin teknolojisi, iki şirketin birleşmesinden önce Method XL zaten planlandığı için yazıcıda bulunmamaktadır.
Broer, “S serisi FDM yazıcılarının UltiMaker ile birleştiği şirketin teknolojisini bulamayacaksınız” diyor. “Method’un ısıtmalı odası, size enjeksiyon kalıplama plastikleri ile baskı yapma olanağı tanırken, S serisinde 250’den fazla malzeme ile en fazla esnekliği sağlarsınız.”
Method XL Malzemeleri
Method XL, başlangıçta birkaç malzeme için baskı profillerine sahiptir ve Broer’a göre, gelecekte daha fazlası eklenecektir.
Şirketin söylediğine göre, çekirdek malzemeler ABS-R, ABS Carbon Fiber ve RapidRinse, yani UltiMaker’ın su çözünebilir destek malzemesidir ve bu, maksimum düzeyde baskı tutarlılığı ve güvenilirlik sağlamak için yapılmıştır. Ancak bu, deneme yapamayacağınız anlamına gelmez. Method XL, isteğe bağlı LABS Deneysel Ekstruder’i kullanıyorsanız, neredeyse her şeyi basabilirsiniz.
UltiMaker, LABS ekstruderini üç başka malzeme için “ön ayarlı” olduğunu söylüyor:
Jabil SEBS, esnek, kauçuk benzeri özelliklere sahip yumuşak bir malzeme
Polymaker PolyMax PC, dayanıklılığı, sertliği ve ısı direncini birleştiren polikarbonat malzeme
Lehvoss PAHT 9891, yüksek sıcaklıklara dayanabilen karbon fiber takviyeli naylon.
Çekirdek malzemeler ile diğerleri arasındaki fark, UltiMaker’ın güvenebileceğiniz güvenilirlik olduğunu belirtiyor.
Bu güvenilirliğin bir temeli, boyutsal doğruluktur. XL, diğer Method serileriyle aynı +/- .2 mm doğruluğa sahiptir, bu da daha büyük bir baskı hacmi göz önüne alındığında etkileyici bir durumdur. Doğruluğu koruma, UltiMaker’ın yeni XL ile hizalanan mekanik, çevresel ve yazılım faktörlerinin bir kombinasyonudur.
Teknik Özellikleri
Teknoloji: Fused Deposition Modeling (FDM)
Mimarlık: Çift Ekstruder
Baskı Hacmi: 305 x 305 x 320 mm
Ekstruderler: 2, değiştirilebilir baskı çekirdekleri
Nozül çapları: 0.4 mm
Nozül sıcaklığı: 300 °C
Isıtmalı yapı tablası: 105 °C
katman çözünürlüğü: 100 mm
Dokunmatik Ekran: 5 inç tam renkli dokunmatik ekran
En popüler teknolojileriden biri FDM 3D baskı, malzemelerin bir nozülden ekstrüde edildiği ve 3B nesneler oluşturmak için bir araya getirildiği bir malzeme ekstrüzyon yöntemidir. Bilhassa, “standart” FDM işlemi, termoplastikleri genellikle filaman veya pelet biçiminde ham madde malzemesi olarak kullanarak beton ve gıda 3D baskısı gibi diğer malzeme ekstrüzyon tekniklerinden ayrılır.
Bu nedenle, tipik bir FDM 3D yazıcı, polimer bazlı bir filamanı alır ve onu, malzemeyi eriten ve yapı platformunda 2D katmanlar halinde biriktiren ısıtılmış bir nozülden geçirir. Hala sıcakken bu katmanlar sonunda üç boyutlu bir parça oluşturmak için birbirleriyle kaynaşır. Genel olarak 3D yazdırmanın en basit yolu olarak kabul edilen FDM erişilebilir ve oldukça verimlidir. Bu yazıda, iç işleyişi, malzeme olanakları ve çok daha fazlası hakkında ayrıntılara girerek FDM 3D baskı sürecini keşfedeceğiz.
Genel bakış
Geliştirilecek ilk açık kaynaklı FDM yazıcılarından biri RepRap Darwin Sürüm 1 (Kaynak: RepRap)
FDM, tartışmasız en popüler 3D baskı yöntemi olsa daicat edilen ilk yöntem değildir. Scott Crump, Stereolitografi (SLA) patentinin verilmesinden üç yıl sonra ve Seçici Lazer Sinterlemeden (SLS) bir yıl sonra, 1989’da ilk FDM patenti için başvurdu. Scott ve eşi Lisa, önde gelen 3D baskı şirketlerinden biri olan Stratasys’i kurmaya devam etti.
Bununla birlikte FDM ancak ticari olmayan kullanıcılar arasında daha sonra RepRap topluluğu aracılığıyla ve alternatif adı Fused Filament Fabrication (FFF) altında popüler hale geldi. RepRap Projesi akademik bir proje olarak 2005 yılında Bath Üniversitesi’nde Adrian Bowyer tarafından kendini kopyalayan cihazlar üretmek amacıyla başladı.
FDM patentinin süresi 2009’da sona erdiğinde, birkaç eski RepRap gönüllüsü, RepRap açık kaynak projesine dayalı olarak açık kaynaklı FDM 3B yazıcıları ticarileştiren ilk endüstriyel olmayan şirketlerden biri olan MakerBot Industries’i kurdu. UltiMaker ve Prusa Research gibi diğer 3D baskı şirketleri de kendi yolculuklarına RepRap hareketinden başladı. Bu şirketler ve bireyler, bugün sahip olduğumuz geniş tüketici ve hobi FDM 3D baskı pazarının yolunu açtı.
FDM (veya FFF), esas olarak termoplastiklerin üç boyutlu bir nesne oluşturmak için oluşan katmanlara ekstrüzyonu ve seçici olarak biriktirilmesi ile karakterize edilir. Bu biraz belirsiz gelebilir; bu yüzden süreci burada daha ayrıntılı olarak inceleyelim.
Özünde, FDM tekniği nispeten basittir. Başlıca işlevleri iki farklı sistem tarafından gerçekleştirilir. Biri ekstrüzyon ve yerleştirmeden, diğeri ise yazıcı kafası hareketinden sorumludur. Bu sistemlerin her ikisine de aşağıdaki bölümlerde değineceğiz.
Ekstrüzyon ve Biriktirme
Sıcak uç ısınır ve filamanı katmanlar halinde biriktirmek için eritir. (Kaynak: Morgen)
Genel olarak ekstrüzyon ve biriktirme sistemi iki ana düzeneğe ayrılabilir: “soğuk uç” ve “sıcak uç”. FDM 3D baskıda kullanılan termoplastikler genellikle filament makaralarında gelir. Bu malzemenin makaradan 3D yazıcıya beslenmesinden soğuk uç sorumludur. Bu şekilde, soğuk uç, genellikle “akış” olarak adlandırılan, malzemenin diğer uçta biriktiği hızı da kontrol eder.
Öte yandan sıcak uç, hareket eden plastik malzemeyi bir nozül aracılığıyla “temizlenmek” için yeterli noktaya kadar ısıtmaktan sorumludur, dolayısıyla adı buradan gelir. Bu adım, ısıtma kartuşları, soğutucular ve tabii ki nozullar dahil olmak üzere farklı bileşenleri içerir.
Soğuk ve sıcak uçlar, katmanları düzgün bir şekilde istiflemek için gereken sıcaklıkta ve fiziksel durumda tam olarak doğru miktarda malzemeyi ekstrüde etmek için sinerjik olarak çalışmalıdır.
Donanım Kurulumları
Ekstrüzyon söz konusu olduğunda, birçok farklı kurulum vardır. Örneğin, soğuk uç, doğrudan ekstrüzyon olarak bilinen bir kurulumda hareketli sıcak ucun hemen yanına yerleştirilebilir. Buna alternatif olarak filamentin sıcak uca yönlendirilmesi için bir bağlantı borusu gerektirecek şekilde yazıcının çerçevesine yapıştırılabilir.
Sıcak uç düzenekleri de farklı kurulumlarda gelir. Örneğin ” tamamen metal sıcak uçlar “, filament sürtünmesini azaltmak için içinde kısa bir boru kullanan PTFE astarlı sıcak uçlara kıyasla memede daha yüksek sıcaklıklara ulaşılmasına izin verir. Ancak boru, sıcaklığı maksimum yaklaşık 240 °C ile sınırlar.
Ekstrüzyon ve biriktirme birlikte düşünüldüğünde çoklu ekstrüzyon sistemleri de mevcuttur. Bunlar, birden fazla malzemenin aynı anda çalışmasına izin verir. Her şeyde olduğu gibi her kurulumun artıları ve eksileri vardır ve nihai seçim, 3B yazıcının hizmet edeceği hızlara, malzemelere ve uygulamalara inecektir.
FDM 3D yazıcıların sahip olabileceği farklı ekstrüzyon kurulumlarının yanı sıra, tasarımdaki belki de en önemli değişkenlik, çerçeve ve hareket sisteminde bulunur.
FDM 3D yazıcıların hareket sistemi, erimiş malzemeyi uygun şekilde biriktirmek için sıcak uç düzeneğini üç boyutlu alanda hareket ettirmekten sorumludur. En küçük düzeyde, bu hareketi sağlayan bileşenler genellikle kademeli motorlardan, lineer kılavuzlardan, kılavuz vidalardan ve kauçuk kayış sistemlerinden gelir.
Sıcak ucun hareket ettirilmesi çeşitli şekillerde gerçekleştirilebilir. Başlamak için farklı kurulumları operasyonel koordinat sistemlerine göre karakterize edelim. Şimdiye kadar, 3B yazıcılar için baskın koordinat sistemi, konumun üç doğrusal koordinat (X, Y ve Z) tarafından verildiği Kartezyen’dir. Bununla birlikte, fiziksel bir konumu tanımlamak için doğrusal ve açısal değerleri kullanan kutupsal koordinat sistemini kullanan küçük bir FDM 3B yazıcı kategorisi vardır.
Kartezyen 3D Yazıcı Çeşitleri
Bir delta yazıcının kolları, yazıcı kafasını kontrol etmek için birlikte çalışır. (Kaynak: italymaker via Pinshape)
Kartezyen makineler, hareket sistemleri açısından daha fazla kategorize edilebilir. Örneğin, Delta 3D yazıcılar, sıcak ucu buna göre konumlandırmak için birlikte hareket eden dikey raylar ve sıcak uca bağlı bağımsız olarak kontrol edilen üç kol kullanır. Kartezyen makinelerin başka bir alt kategorisi olan SCARA yazıcılar, düzlemsel hareket gerçekleştirmek için yatay olarak hareket ettirilen kollardan yararlanır.
Yine de bir 3B yazıcıyla karşılaşırsanız, bunun Kartezyen doğrusal stilde bir makine olma ihtimali yüksektir. Burada, bir vida, kayış ve kasnak sistemi kullanarak hareketi yalnızca X-, Y- ve Z-eksenleri boyunca yönlendiren kademeli motorlara sahipsiniz. Bu kategoriye giren birçok tanımlanabilir tür vardır. Bunlardan bazıları i3 tarzı Kartezyen-XZ kafalı ve CoreXY yazıcılardır.
Baskı Performansı
FDM, ölçeklenebilirlik ve malzeme esnekliği açısından en uygun maliyetli çözümü sunar. (Kaynak: Reddit )
Artıları
Ölçeklenebilirlik, FDM 3D baskının en önemli avantajlarından biridir. Reçine 3D yazıcıların aksine, FDM yazıcılar herhangi bir boyuta kolayca ölçeklendirilebilir. Çünkü tek kısıtlama her bir köprünün hareketidir.
Kolayca ölçeklenebilir bir tasarıma sahip olmanın en bariz faydalarından biri, maliyet-boyut oranıdır. Düşük parça maliyetleri ve içerdiği basit tasarımlar nedeniyle, FDM yazıcıları sürekli olarak daha büyük ve daha ucuz hale getiriliyor. Maliyetten bahsetmişken, normal FDM filamentleri, özellikle SLS ve reçine bazlı baskı gibi diğer 3D baskı yöntemleriyle karşılaştırıldığında, açık ara en ucuz 3D baskı malzemesidir.
Malzemelerle ilgili bir başka avantaj da esnekliktir. Herhangi bir FDM yazıcıda, çok çeşitli termoplastik malzemeler ve egzotik filamentler, nispeten az yükseltme ve değişiklikle basılabilir. Bu, malzemenin bir reçine veya ince toz olması gereken diğer stiller için söylenemez.
Son olarak, FDM baskı ile ilgili genel deneyim, reçine ve SLS’den çok daha iyidir. FDM ile, bu alternatif yöntemler için gerekli olan alkol banyoları ve basınçlı hava püskürtmenin aksine, destekleri çıkarmaktan başka ekstra bir temizleme adımı yoktur. FDM ile ek kürleme adımı da yoktur. Baskı işlemi tamamlandıktan sonra parçalar gitmeye hazırdır.
Eksileri
Bileşenlerinin basitliği ve genel maliyeti nedeniyle, FDM yazıcıları, diğer yazdırma yöntemlerinin güvenilirlik ve kalite düzeyine ulaşmak için genellikle çok fazla ince ayar ve ayarlama (yani yatak seviyelendirme) gerektirir.
Reçine ve SLS’nin aksine FDM büyük ölçüde fiziksel harekete dayanır. Sonuçta kalibrasyona ek olarak birçok FDM yazıcı bileşeni düzenli bakım ve dikkat gerektirir. Kayış gerginliği, ekstruder temizliği, ray yağlaması ve hatta sıcak uçlu nozüller gibi parça değişimleri özen ister.
Son olarak, FDM baskı büyük ölçüde ham madde kalitesine bağlıdır. Bir filamandaki düşük boyutsal doğruluk, çeşitli ekstrüzyon sorunlarına yol açabilir ve kimyasal bileşimi de baskı sürecini sorunlu hale getirebilir. Ek olarak baskı sürecini etkileyen nem emilimini önlemek için filament makaraları uygun şekilde saklanmalıdır.
Baskı kalitesi
FDM 3D baskı, birim alan başına maliyet ile baskı kalitesi arasında büyük bir uzlaşma sunar.(Kaynak: CreativeTools via Thingiverse )
Çoğu kişi baskı kalitesini FDM 3D baskının Aşil topuğu olarak gördüğünden, bu önemli bir konudur. Bu iddia asılsız olmamakla birlikte, burada dikkate alınması gereken farklı bakış açıları vardır.
Artıları
Baskı kalitesi sadece görünüşle ilgili değildir. Mekanik performans da burada önemlidir. FDM, özellikle kırılgan reçine 3D baskılarla karşılaştırıldığında, güçlü ve dayanıklı işlevsel parçalar üretmek için büyük bir değer sunar.
FDM 3D baskı aynı zamanda çok yönlüdür. Çünkü baskı kalitesi hız ve hatta sağlamlık adına feda edilebilir. Bu durum onu hem hoş estetik parçalar hem de daha işlevsel, sağlam parçalar üretmek için mükemmel bir araç haline getirir.
Bununla birlikte, uygun kalibrasyon ve dilimleyici ayar ayarlamaları ile FDM 3D yazıcılar, SLS ve bazı reçineli 3D yazıcılarla karşılaştırıldığında bile makinenin ve filamanın maliyeti göz önüne alındığında inanılmaz bir baskı kalitesi düzeyine ulaşabilir.
Eksileri
Genel estetik ve yüzey kalitesi gerekliyse, FDM zahmetli olabilir. Malzeme, belirli bir önceden tanımlanmış kalınlığa sahip katmanlar halinde ekstrüde edildiğinden, ayrıntılı baskılar elde etmek zordur. Burada genellikle profesyonel, bitmiş bir görünüm elde etmek için çok sayıda son işlem gerektirir.
Küçük ölçekli parçaların FDM ile yazdırılması bazen imkansızdır. Standart nozül boyutu 0,4 mm olduğundan, daha ince ayrıntılar için nozülün değiştirilmesi gerekir (0,2 mm’ye kadar). Buna rağmen, reçine ve SLS 3D baskının hassasiyetini ve netliğini yenemez.
FDM baskının diğer bir dezavantajı, baskıda her katmanın birleştirildiği doğal bir zayıf nokta yaratmalarıdır. Bunun herhangi bir 3D baskı işlemi için geçerli olduğu iddia edilebilir. Bu doğru olsa da katmanlar arasındaki bağ kuvveti daha düşük olduğundan bu durum FDM 3D baskı için daha kötüdür.
Filaman
Renk, kimyasal bileşim, boyut ve diğerleri arasında değişen çok çeşitli FDM filamentleri vardır.(Kaynak: PartSnap )
Bu makale boyunca, çoğu kişi tarafından basitçe filament olarak bilinen FDM 3D baskı için ham madde malzemesinden bahsettik. Geleneksel olarak, filaman demetinin çapı 1,75 veya 2,85 mm’dir. Bu, 3D yazıcının ekstrüzyon tertibatına bağlıdır.
FDM için en yaygın filamentler PLA, PETG ve ABS’dir. PLA belki de FDM ile 3D baskı için en kolay malzemedir. Ayrıca biyolojik olarak parçalanabilir ve kokusuzdur. Düşük ısı direnci, 60 °C’ye kadar düşük sıcaklıklarda yumuşaması dezavantajıdır.
Öte yandan PETG, çok daha iyi sıcaklık direnci sunar. Ancak 3D baskı için biraz daha zahmetli olabilir. Çünkü sızmaya ve bükülmeye çok eğilimlidir. ABS, mekanik özelliklerde başı çeker fakat yazıcı muhafazası olmadan 3D baskı yapmak zor olabilir. ABS’nin baskı işlemi sırasında zehirli dumanlar saldığı bilinmektedir. Bu nedenle bir mahfazaya ihtiyaç duyulmaktadır.
Bununla birlikte, bu malzemelerin her biriyle ilgili deneyim, her bir kullanıcı, ekipman ve özellikle filament üreticisi ile farklılık gösterebilir. Bahsedildiği gibi, FDM 3D baskının en büyük avantajlarından biri, malzemelerin esnekliği ve piyasada bulunabilirliğidir. Metalik katkılı filamentler, karbon fiber plastikler, karanlıkta parlayan malzemeler ve hatta TPU gibi kauçuk benzeri termoplastikler gibi çok sayıda egzotik ve tuhaf malzeme bulunur.
Yazıcı Seçenekleri
FDM 3D yazıcı pazarı çok büyük olduğundan önceliklerinizi doğru belirlemeniz gerekir. (Kaynak: Prusa Research )
FDM’nin sizin için uygun olduğunu düşünüyorsanız veya 3D baskıda tamamen yeniyseniz, belki de kendinize ait bir makine almayı düşünmenin zamanı gelmiştir. Bir yazıcı pazarında olduğunuzu varsayalım: nereden başlamalı?
Dikkate alınması gereken ilk soru, neden bir 3D yazıcıya ihtiyacınız olduğudur. Maker hareketine katılmak, bu teknoloji hakkında daha fazla bilgi edinmek veya onu ticari veya profesyonel bir şekilde kullanmak mı istiyorsunuz?
Düşünmeniz gereken ikinci soru, ne tür parçalara 3D baskı yapacağınızdır. Dekoratif, eğlenceli görünen parçalar mı düşünüyorsunuz? Yoksa işlevsel parçalar için yüksek performanslı malzemeleri işleyebilen bir yazıcıya mı ihtiyacınız var?
Popüler Seçenekler
Yeni başlayan biriyseniz veya ucuz ama çok iyi bir FDM 3D yazıcı arıyorsanız, Ender 3 Serisi size iyi hizmet eedecektir. Nispeten basit ve son derece popülerdirler. Dolayısıyla pek çok öğretici ve kılavuz bulabileceksiniz.
3D baskı hedefleriniz konusunda biraz daha ciddiyseniz ve daha büyük bir bütçeniz varsa, Prusa i3 MK3S+’a ve hatta harika baskı performansına, otomatik yatak seviyelendirmeye ve diğer özelliklere sahip yakın zamanda piyasaya sürülen MK4’e kesinlikle bir göz atmalısınız.
Profesyonel olarak 3D baskı yapacak veya atölyeleri için yeni bir makineye ihtiyaç duyan kullanıcılar için UltiMaker S3, büyük güvenilirlik ve çok yönlülük sağlayacaktır. 280 °C’ye kadar nozül sıcaklıkları yapabilir ve her ikisi de çok çeşitli malzemelerin 3D yazdırılmasına izin veren kapalı bir odaya sahiptir. Ayrıca çift ekstrüzyon baskısını da destekler.
Hedefleriniz veya bütçeniz ne olursa olsun, kesinlikle size uygun bir makine vardır. FDM baskı dünyası orada bir yerde sizi bekliyor olacak!
PLA Yumuşatma: 3D Baskıları Düzgünleştirme
Katman çizgileri, FDM baskının bilinen bir gerçeğidir. Peki, 3D baskıları nasıl düzgünleştirebilir ve çizgileri nasıl gizleyebiliriz? Bunun için PLA yumuşatma hakkındaki basit bir kılavuz hazırladık. Önce, düzeltme ve zımparalama gibi temel bilgilerle başlayacağız. Akabinde pürüzsüz bir yüzey için bir parçanın yüzeyini kaplamanın ve eritmenin farklı yollarına göz atacağız.
Fazla Malzemeyi Çıkarma
Nadiren, bir baskıda kenar veya destek kenarları gibi fazla malzeme olabilir. Baskınızı düzgün bir şekilde bitirmek için bunları çıkarmanız gerekir. Bunu yapmak için kullanabileceğiniz birkaç farklı araç var.
Maket Bıçağı
Temel bilgilerle başlayalım ve fazla malzemeyi maket bıçağıyla kesmeye bakalım. Bunun için yaygın olarak kullanılan X-Acto bıçağını deneyebilirsiniz. Diğer kendin yap el işlerine aşina iseniz, büyük olasılıkla bu bıçağa da aşinasınızdır.
3D baskılarınızı temizlemek için bir bıçak ararken, dikkate alınması gereken ilk şey bıçak seçimidir. Genel olarak, çok yönlülüğü sayesinde standart boyut 11 bıçak iyi bir seçimdir. Ancak diğer türler özel ihtiyaçlarınıza daha uygun olabilir. Kesmeye başlamadan önce, temel bıçak güvenlik kurallarını gözden geçirin. Daima kendinizden uzakta kesin. Baskıyı tutarken parmaklarınızı bıçağın önüne koymamaya dikkat edin ve keserken aşırı kuvvet uygulamayın.
Destekleri veya diğer fazla malzemeleri çıkarmak için bıçağı baskının kenarlarından birine yerleştirin ve bıçağı yüzey boyunca hareket ettirin. Çok fazla baskı uygulamaktan kaçının. Aksi takdirde amaçlanandan daha fazla malzeme çıkarma ve baskıya zarar verme riskiyle karşı karşıya kalabilirsiniz. Tüm kenarlar pürüzsüz olana kadar bunu tekrarlayın. Eğer bir maket bıçağına erişiminiz yoksa, tek kenarlı bir tıraş bıçağı da aynı işi görecektir.
Çok Amaçlı Döner Alet
Dremels gibi çok amaçlı döner aletler, 3D baskıları bitirmek için bir başka seçenektir. Bu araçları bıçağa benzer şekilde kullanabilirsiniz. Ancak mevcut birçok farklı uç nedeniyle, bir parçanın iç kenarlarını ve diğer ulaşılması zor yerlerini kolayca bitirmenize olanak tanırlar.
Çok amaçlı döner alet kullanırken unutulmaması gereken iki şey vardır. Birincisi, bunlar hız araçlarıdır, tork araçları değildir. Bu nedenle, istenen sonuçları göremediğinizde daha fazla baskı uygulamak yerine dönüş hızını artırmanız gerekmektedir. Bu sadece size çok fazla iş tasarrufu sağlamaz, aynı zamanda aletinizin kullanım ömrünü de uzatır.
İkincisi, elektrikli aleti plastik üzerinde kullandığınız için bir noktanın üzerinde çok uzun süre durmayın veya çok fazla baskı uygulamayın. Aletin hareketi ısı oluşturur. Bu nedenle bunu yapmak, çalıştığınız yerde plastiği eritmenin ve baskıda oyuklar ve delikler oluşturmanın kesin bir yoludur. Bazı döner aletler ayrıca zımparalama ekleriyle birlikte gelir. Fakat bunlar PLA’yı düzleştirmek için çok güçlü olabilirler.
Zımparalama
Zımparalama, baskıları yumuşatmanın daha erişilebilir yöntemlerinden biridir. 3D baskıları zımparalamanın birçok farklı yolu vardır.
Geniş yüzey alanlı bir baskınız varsa, bir zımpara bloğu kullanmayı düşünün. Ellerinizin üzerindeki yükü alır ve zımpara kağıdında ve baskınızda eşit aşınma oluştururlar.
Çok fazla detay içeren bir baskınız varsa, en iyi seçeneğiniz tırnak törpüsü kullanmaktır. Pek çok farklı boyut ve türde törpü vardır. Bu noktada doğru seçim ne zımparaladığınıza bağlı olacaktır. Ucuz karton törpüler çoğu zaman mükemmel bir şekilde çalışır.
Tabii ki, bazı durumlarda tercih edilebilecek gevşek zımpara kağıtları da kullanabilirsiniz. Zımparalama çabalarınızdan en iyi sonuçları almak için, bir püf nokta vardır. Zımpara kağıdını baskı boyunca katman çizgilerinin damarlarına karşı dairesel hareketlerle hareket ettirebilirsiniz. Aradığınız sonuca bağlı olarak, 400 grit zımpara kağıdıyla başlayıp 4.000 grite kadar çıkabilirsiniz.
Son olarak, muhtemelen ıslak zımparalamayı duymuşsunuzdur. Yüksek kumlu ıslak zımpara kağıdı, çok fazla malzeme çıkarmadığı ve cilalı bir yüzey bırakacağı için son zımparalama aşaması olarak kullanılabilir. Islak zımpara kağıdı kullanma tekniği çoğunlukla normal zımpara kağıdıyla aynıdır. Yine de sadece ara sıra ıslatmanız gerekir.
Yüzey Erimesi
Baskılarınızı bitirmek için ısının plastik üzerindeki etkisinden yararlanabilirsiniz.
Bilindiği üzere PLA özellikle ısıya dayanıklı değildir. Bu da onu dış mekan uygulamaları için uygun hale getirmez. Bu sorunu çözmek için ısıdan faydalanabiliriz. Bu amaçla en sık kullanılan alet, en düşük ısı ayarına ayarlanmış bir ısı tabancasıdır. En iyi, en tutarlı sonuçlar, baskıyı bir döner tablaya yerleştirerek ve ısıyı eşit şekilde dağıtmak için yavaşça döndürerek elde edilir. Bu ayrıca herhangi belirli bir alanın aşırı erimesini önlemeye yardımcı olur.
Saç kurutma makinesi ısı tabancasına iyi bir alternatif gibi görünebilir. Ancak saç kurutma makinesi plastiği eritecek kadar sıcak olacak şekilde tasarlanmamıştır. Çoğu model PLA’nın camsı geçiş sıcaklığı olan 60 °C’ye bile ulaşmaz. Bu nedenle herhangi bir değişiklik görmek için uzun süre beklemeniz gerekebilir.
Yüzey Kaplama
Bir baskıda pürüzsüz bir yüzey elde etmenin başka bir yolu da püskürtme, boyama veya daldırma şeklinde ek bir malzeme katmanı eklemektir. Bu, katman çizgileri de dahil olmak üzere yüzey dokusundaki tüm kusurları doldurabilir ve parlak, eşit bir yüzey bırakabilir. PLA için bir boya astarı veya bir epoksi kaplama olarak iki yaygın örnek kullanmaktır.
Astar
Astar kullanmak genellikle basitçe zımparalanmış bir baskıdan daha güzel görünen bir baskıyla sonuçlanır.
Bir baskıda astar kullanmak az ya da çok zımparalama ile paraleldir. Baskınızı bitirmek için kullanılan bir astar pürüzsüz bir yüzey oluşturur. Çünkü katman çizgilerini doldurur. Daha sonra astarın kurumasına izin verilir. Ardından üst katman zımparalanır. Astarın zımparalanması genellikle gerçek PLA’nın zımparalanmasından çok daha kolaydır. Çünkü astar daha yumuşaktır. Bununla birlikte her bir astar katının kurumasını beklemeniz gerekeceğinden, bu yöntem daha fazla zaman alır. Ek olarak astarlanmış bir baskıyı boyamanız iyi bir sonuç verir. Çünkü astar tek başına açık bırakılırsa zamana karşı dayanamaz.
Epoksi
Epoksi, astarla hemen hemen aynı şekilde çalışan bir reçine kaplamadır.
Epoksiyi baskınıza uygulamadan önce karıştırmanız gerektiğinden, üzerinde çalışmak biraz daha zordur. Bununla birlikte, epoksinin astardan önemli ölçüde daha iyi olduğu bir yer vardır. Bu da daha büyük delikleri veya baskı işleminin geride bıraktığı baskı kalıntılarını doldurmaktır.
Baskınızı epoksi ile bitirmek, bir parti epoksi reçinesinin karıştırılmasından oluşur. Daha sonra bir boya fırçası ile baskınızın tüm yüzeylerine serbestçe uygulayabilirsiniz. Sadece katlarınızın eşit olduğundan emin olmalısınız. Böylece bitmiş baskıda farklı kalınlıklarla karşı karşıya kalmazsınız.
Kimyasal Düzleştirme
Son olarak kimyasallara geldik. Bildiğiniz gibi PLA, ABS’nin yapabileceği şekilde asetonla düzleştirilemez. Buna rağmen yine de benzer bir yüzey elde etmek için bir seçenek vardır.
Polymaker Polysmooth, PLA’ya çok benzeyen ve kimyasal olarak düzleştirilebilen bir malzeme olan PVB’den oluşur. Ancak Polymaker Polysher kullanımını gerektirir. Bu, üst katmanları yumuşatmak için filamanla etkileşime giren izopropil alkolü dağıtan bir kutudur.
Gereken her şeyi satın almak biraz yatırım gerektirir. Ancak çok sayıda pürüzsüz baskıya ihtiyacınız varsa, bu sistemi kurmak sizin için önemli bir değer yaratabilir.
Hızlı Prototipleme: Mobil Fotoğrafçılığın Geleceği
3D baskı teknolojisihızlı prototipleme, son kullanım parçalarını yazdırma, kalıp oluşturma ve daha fazlasını yapmak için tercih ediliyor. Fotoğraf endüstrisinde yeni bir girişim olan Glass Imaging Inc. de kameraların çalışma prensibini yeniden ele alırken SLA’dan faydalanıyor.
Glass Imaging Inc., görüntü işlemenin geleceğini ele almak için Tom Bishop ve Ziv Attar tarafından kuruldu. Çift, Apple’da mobil görüntüleme üzerinde çalışırken tanıştı. Akıllı telefon kameralarında yıllarca artan iyileştirmelerden sonra yeni bir karar aldılar. Kameraların nasıl çalıştığını yeniden düşünmek için Glass Imaging Inc.’i kurmak üzere yola çıktılar.
Ekip, mükemmel fotoğrafı oluşturmak için donanımı (lens ve sensörler) ve modern akıllı telefonların yapay zeka yeteneğini kullanıyor. Bu yetenekeleri bir kamera tasarlamak için benzersiz bir fırsat görüyorlar. Ekip, standart bir akıllı telefon kasasına geniş bir anamorfik lens ve ekstra geniş sensörler yerleştirerek DSLR kalitesinde fotoğrafları cebinize getirmeyi amaçlıyor.
Bir Glass Inc. kamera maketi. Şirketin kamera teknolojisi, standart bir akıllı telefonun içine sığacak şekilde tasarlanmıştır.
Telefon üreticilerini, çoğunlukla yeterli olan onlarca yıllık eski teknolojiden vazgeçmeye ikna etmeleri gerekiyor. Bunun için Glass Imaging Inc.’in çalışan, işlevsel bir prototipe ihtiyacı olacak. İşte burada şirket içi stereolitografi (SLA) 3D baskı devreye giriyor. Böylelikle mevcut şirketlerle daha iyi rekabet edebiliyor. Glass Imaging Inc., demo yuvaları, lens kılıfları ve daha fazlasını oluşturmak için hem Black Resin hem de Rigid 4000 Resin kullanıyor.
3D baskı Cam Görüntüleme prototip kamera kasası ve lens yuvalarının bileşenleri.
3D Baskı İnovasyonu
Attar başlangıçta bir FDM 3D yazıcıya yatırım yaptı. FDM baskı başına düşük bir fiyat sunuyordu. Yine de malzeme özellikleri genellikle birçok iş uygulaması için geçerli olmuyordu. Daha iyi bir seçenek ararken şirket, başlangıçta Amazon’dan ucuz bir SLA yazıcısı satın aldı. Bu yazıcı telefon kılıfları gibi bazı büyük baskılar yaptığı için şirket, kısmen daha kolay malzeme taşıması nedeniyle Form 3+’ya yatırım yaptı. Cogswell işe koyuldu, farklı tutucular ve lens kılıfları basıp test etti.
Tasarım konseptinizden fiziksel baskınıza geçmek çok kolay oldu. Üretim için tasarım konusunda endişelenmek istemezsiniz. Özel desteklere sahip bazı uç vakalar var. Ancak çok hızlı bir öğrenme eğrisi oldu. Birkaç gün içinde bunun için modüller yazdırıyordum. Eklemeli üretim nedeniyle pazara yeni ürünler getiren yenilikçi girişimlerde büyük bir artış oldu.
Cogswell
Cogswell, küçük ölçekte prototip oluşturmanın “3D baskı olmadan çok zor olacağını söyledi. İlk katıldığımda, işlenmiş parçalar ve CNC makineleri alıyorduk. Bunları en hızlı şekilde haftada birkaç gün içinde geri alırsınız ve sonra ayarlamaya ihtiyacınız varsa, onları geri göndermeniz gerekir. 3D baskı ile demomuzu çok daha ilgi çekici hale getiren küçük değişiklikler yapabildik. Yeni özellikler dahil edebildik.”
Devam etti, “Temelde bütün bir telefon kılıfını basıyoruz. Eğer bunu makineyle yapıyor olsaydık, binlerce dolara mal olurdu. Süreç bir hafta veya daha fazla sürerdi. Şimdi, Cuma öğleden sonra baskıya başlıyorum ve Pazartesi sabahı geldiğimde baskı bitiyor.”
Başlangıç aşamasındaki girişimler için prototipler, tasarımları test etmenin yanı sıra yatırımcılara ve işletmelere ne üzerinde çalıştıklarını göstermek için önem taşıyor. En önemlisi, 3D baskı, ürünlerin sürekli olarak geliştirilmesine yardımcı olur.
3B baskı muhafaza ile oluşturulmuş bir Cam Görüntüleme prototip kamerasından örnek görüntüler; büyütülmüş bölgeler, aşırı ayrıntı ve DSLR benzeri ön plan/arka plan ayrımı gösterir.
Fotoğrafın Geleceği
Ekip, ekstra geniş bir sensörü, çıkıntılı tümseklere ihtiyaç duymadan bir mobil cihaza mükemmel şekilde uyan ultra ince bir modüle sıkıştırarak, telefon kameralarının DSLR cihazları kadar iyi olabileceğine inanıyor. Bunu yapmak ve tüm cihazı yazılım algoritmalarıyla mükemmel bir şekilde senkronize olacak şekilde tasarlamak, akıllı telefon kamera kalitesinde ilk gerçek yeni nesil sıçramayı sağlayacaktır. Cogswell’in şirket içi 3D baskıyı düşünen diğer tasarımcılara ne gibi bir tavsiyesi olduğu sorulduğunda,
Sadece deneyin. Kendi parçanızı bastığınızda, içinde ne olduğunu anlıyorsunuz ve bu gerçekten eğlenceli. CAD parçanızın bir gün içinde elinize geçmesi eğlencelidir. Bununla yapabileceğiniz çok şey var, tasarım hakkında düşünmenin pek çok yolu var.
Kamera merceğini yeniden tanımlama yolculuğunda Glass Imaging Inc.’i takip etmek için internet sitelerini ziyaret edebilirsiniz.
Neden Kompozit 3D Baskıyı Tercih Etmeliyiz?
Günümüzde termoplastiklerden metallere, seramiklerden ışığa duyarlı reçinelere kadar eklemeli imalatla uyumlu birçok malzeme bulunuyor. Bu malzemeler havacılık, otomotiv veya tıp gibi birden fazla sektörün gereksinimlerini karşılamak için geniş bir özellik yelpazesi sunuyor. Polimerler, kompozitler ailesinde veya fiber bazlı takviyeli malzemelerde bulunabiliyor. Toz veya filament formunda mevcut olan bu malzemeler, daha iyi sertlik, darbe direnci, hafiflik ve geleneksel polimerlerden daha ilginç mekanik özellikler sunuyor. Sonuç olarak, giderek daha fazla şirket, katmanlı imalatta kompozit malzemelere güveniyor. Ancak kompozit 3D baskıyı üretim zincirinize nasıl entegre edebilirsiniz? Hangi malzemeyi seçmelisiniz?
3D baskıda kompozit malzemeler
Kompozit malzeme, fiber ile güçlendirilmiş ve ona ek mekanik özellikler kazandıran bir malzemedir. Bu temel malzemeye matris denir ve eklemeli imalat pazarındaki çok çeşitli polimerlerden biri olabilir. Bu, örneğin tipik olarak daha güçlü ve daha sert olan üstün özelliklere sahip malzemelerin bir karışımı ile sonuçlanır. En popüler kompozit malzemeler arasında karbon fiber ve cam fiber bulunur. Karbon fiberden veya CFRP’den (karbon fiber takviyeli plastik) yapılan parçalar güçlü ancak hafiftir. Bu özellikler, CFRP’yi havacılık, otomotiv ve spor malzemeleri endüstrileri gibi çok çeşitli uygulamalarda popüler bir malzeme haline getirir. Cam elyaf takviyeli plastikler (GFRP), CFRP kadar sağlam değildir. Ancak kimyasal dirençleri ve dielektrik özellikleri, onları elektrik endüstrisindeki uygulamalar için ideal kılar.
“Önce daha geleneksel malzemeleri denemenizi tavsiye ederim. Ardından, baskı işlemi benzer olduğu için kısa elyaflı FDM’ye geçin. Aslında, bazı durumlarda, temel matrisinize bağlı olarak, kompozit 3D baskının uygulanması daha da kolaydır.” -François Edy
Bu liflerin farklı boyutlarda olduğunu ve baskı sürecini ve nihai sonucu güçlü bir şekilde etkilediğini belirtmek önemlidir. Hem kısa liflere hem de uzun veya sürekli liflere sahip olmak mümkündür. Kısa lifler doğrudan baz polimer ile karıştırılır ve filament daha sonra makine tarafından ekstrüde edilir. Sürekli lifler, belirli bir 3D yazıcının kullanılmasını gerektiren matris ile aynı anda biriktirilir. Belirli bir uygulama için hangi tip kompozit malzemenin uygun olduğunu anlamak için sadece lif tipini değil, aynı zamanda kısa ve sürekli lifler arasındaki farkı da bilmek önemlidir.
Konvansiyonel termoplastiklere eklenebilen kısa lif takviyeli malzemelerle karşılaştırıldığında, sürekli lifli kompozitlerin üretilmesi daha maliyetlidir ancak çok daha yüksek stabilite sağlar. Sürekli lifli kompozit bileşenler, çok çeşitli yöntemler kullanılarak üretilir, ancak geleneksel işlemlerde malzemelerin genellikle katman katman manuel olarak yerleştirilmesi ve pahalı kalıpların ve kürleme ekipmanının kullanılması gerekir. Bu nedenle 3D baskı, bu işlemin iki nozül kullanılarak otomatikleştirilebilmesi avantajını sunar.
Sürekli fiber filamentlerle yazdırmanın ek gereksinimleri karşılaması gerekir (fotoğraf: Anisoprint)
Kompozitleri yazdırırken dikkate alınması gereken kriterler
Günümüzde çoğu FDM makinesi kısa elyaflı kompozitler yazdırabilir. Kısa elyaflar, eklemeli imalatta daha yaygındır ve herhangi bir FDM makinesinde baskı yapabilir. Ancak kompozitler aşındırıcı olduğu için çelik bir nozula sahip olduğunuzdan emin olmalısınız. Herhangi bir makine seçerken malzemelerin dikkate alınması gerekiyor. Kullanıcıların, işleme gereksinimlerinin hem seçilen elyaf hem de matris malzemeleri tarafından belirlendiğini anlamaları gerekiyor. Her ikisi için de son derece geniş bir malzeme yelpazesi olduğunu göz önünde bulundurarak, kompozitlerin uyarlanmış sistemlerde basılması gerekiyor.
“Hibrit düşünün. Endüstriyel ortamdaki gereksinimlerimiz artık o kadar gelişmiştir ki, tek bir malzeme veya bir üretim süreci tarafından çok az zorluk ortadan kaldırılabilir. Eklemeli üretim hibridizasyonunun henüz çok erken aşamalarında olduğumuza inanıyorum.” -Farbod Nezami
Ek olarak, sürekli elyaf söz konusu olduğunda FDM makinelerini kullanarak baskı yapmak çok daha zordur. Örneğin kısa elyaf takviyeli plastiklerin elbette FDM yazıcılar kullanılarak basılabilir ancak bu tür makineler sürekli elyaflarla baskı için uygun değil. Bu durumda, elyafı plaka üzerine yerleştirip kullanıcının ihtiyaçlarına göre kesebilen, bu amaç için özel olarak geliştirilmiş bir makineye yatırım yapmak gerekiyor.
Kısa lifler polimer içinde rastgele dağılmış ise sürekli elyafları, her zaman, yönlendirebilir. olmasıdır. Lifleri yönlendirmek, lif özelliklerinin bir yönde odaklanmasına izin verirken, rastgele bir karışım, özellikleri her yönde çözer. Bu nedenle, sürekli elyaf takviyeli kompozitler, elyaf yönünde son derece yüksek özelliklere sahiptir ve kısa elyaf takviyeli polimerler, her yönde oldukça mütevazı özelliklere sahiptir. Kompozit malzemelerle yapılan parçalar söz konusu olduğunda tasarımın dikkate alınması gerekiyor.
Kısa lifli ve uzun lifli kompozitler arasındaki farklar (fotoğraf: Anisoprint)
Kompozit 3D baskının avantajları ve sınırlamaları
Kompozit 3D baskı, “klasik” 3D baskı ile aynı avantajları sunar: daha kısa üretim süreleri, daha az malzeme kullanımı, parçaların özelleştirilmesi olasılığı, vb. Ancak, bir parçanın özelliklerini iyileştirme yeteneği bakımından “geleneksel” 3D baskıdan mekanik direnç veya sıcaklık açısından farklıdır. Onu gerçekten farklı kılan şey, mekanik veya sıcaklık direnci açısından bir parçanın özelliklerini iyileştirme yeteneğidir.
Aynı çalışma koşulları verilen metal muadillerine göre daha hafif olan parçaların üretilmesini sağlıyor. Daha hafif parçalar daha az enerji tüketimi, daha az nakliye maliyeti ve daha kaliteli ürünler anlamına geldiğinden, havacılık, robotik, spor ve sağlık gibi yüksek performanslı uygulamalar söz konusu olduğunda bu ağırlıktan tasarruf etmek özellikle önem taşıyor.
“Kompozit malzemelerle baskı, AM’deki en yeni büyük trend ve zorlayıcı olabilir, ancak elde edebileceğiniz avantajlar etkileyici. Parçalar, çok düşük bir maliyetle metalden yapılanlara göre 2-3 kat daha hafif hale getirilebilir, ancak başarılı olmak için belirli bir bilgi ve uzmanlık gerekir. Daha hafif yapılar, üretim için daha az kaynak, nakliye sırasında daha düşük enerji tüketimi, son kullanım sonunda geri dönüşüm anlamına gelir.” -Fedor Antonov
Önümüzdeki birkaç yıl içinde boyut, üretkenlik ve mekanik performans açısından 3D baskılı kompozitlerin kullanımında çok fazla gelişme olacağı düşünülüyor. Bu öngörülen büyüme, SmarTech tarafından yapılan bir pazar analizine de yansıdı ve bu da küresel kompozit pazarının önümüzdeki beş yıl içinde %22,3 artacağını belirtiyor.
3D baskıda güçlü ancak hafif bileşenler üretmek için kompozit malzemeler kullanılabilir (fotoğraf kredisi: CIKONI)
Bununla birlikte, genel olarak, uzmanlar, fiber takviyeli malzemelerin kullanımının güçlü, sert ancak hafif parçaların üretilmesini sağladığı ve 3D baskının bunu yalnızca hızlı değil, aynı zamanda uygun maliyetli bir şekilde yapabilme avantajını da sunduğu konusunda hemfikir görünüyor. Kısa elyaf takviyeli malzemelerle üretimin daha uygun maliyetli olmasına ve polimer matris içindeki katkı nedeniyle 3D baskı için daha fazla teknolojik esneklik sunmasına rağmen, performans açısından sürekli elyaf kompozitlerle rekabet edemediği de söylenebilir. Ek olarak elyafın türü, bileşenin malzeme özelliklerini belirlediğinden, kompozit malzeme seçimi nihai olarak özel uygulamaya bağlı kalıyor.
FDM Digital Solutions, Stratasys ekstrüzyon 3D yazıcılarında ULTEM 9085 malzemeleri kullanarak 57.000’den fazla havacılık/uzay sertifikalı bileşen üretmeyi başardı. FDM Digital Solutions 3D baskı iş geliştirme müdürü Tony Flanagan, LinkedIn’de: “Yıllar içinde öğrendiğimiz, 3D baskı uçuşa hazır kaliteli parçalar sunmanın anahtarının, gerekli standartları belirlemek için müşterilerimizle önceden iş birliği yapmaktan geçtiğidir. Bu ilk başlarda uzun bir süreç olabilir, ancak başarı için en iyi fırsatı sunduğu için yatırımlara değer.”
FDM Digital Solutions uzay-havacılık sertifikalı parçaları 3D baskı ile üretiyor.
İngiltere, Burnley’de bulunan ve 2012 yılında kurulan FDM Digital Solutions, 3D baskı sektörünün önde gelen isimlerinden olurken, İngiltere’deki en büyük Eklemeli Üretim sektörü üyelerinden biri haline geldi. İşlemeli üretim süreçleri için eklemeli üretim ve tasarım alanlarında uzun yıllara dayanan deneyime sahip FDM, havacılık ve uzay sertifikalı parçaların üretiminde müşterilerin tüm üretim süreçlerine değer katmalarına ve maliyet tasarrufu sağlamalarına yardımcı olmayı hedefliyor.
ULTEM 9085 ile Verimli 3D Baskı
Şirket, Birleşik Krallık’ta ticari amaçlı FDM (Fused Deposition Modelling) yapı kılıfları ve kapasitesi öncü konumda. FDM Dijital Çözümleri aynı zamanda Roboze teknolojisi ve şimdi de HP Multi Jet Fusion (MJF) teknolojisi ile Havacılık, Motor Sporları ve Sağlık gibi birçok sektörde çok çeşitli mühendislik çözümleri sunuyor.
FDM, 914.4 x 609.6 x 914.4 mm’ye kadar yapı kılıfına sahip sistemler inşa ederek Birleşik Krallık’taki en büyük üretim tesisini kurmuş durumda. FDM, ULTEM 9085, PEEK ve Carbon PA gibi yüksek performanslı malzemelerin yanı sıra HP’nin toz bazlı teknolojisi Multi Jet Fusion (MJF) gibi yüksek verimli uygulamalarda, mühendislik uygulamalarında ve havacılık sertifikalı parçalar için uygun sağlamlıkta olan termoplastiklerde uzmanlaşmış.
Bugün FDM Digital Solutions, 7 Stratasys makinesi, 1 HP Multi Jet Fusion yazıcı ve 2 Roboze makinesinden oluşan bir filodan yararlanıyor. Malzeme ekstrüzyon işlemleri için en büyük yapı kılıflarına sahip İngiltere’de ticari açıdan mevcut en büyük kapasiteyi şirket elinde bulunduruyor. Süregelen 3D baskı üretim teknolojisine 1 milyon sterlini aşkın yatırım yapan şirket, doğrudan dijital üretim yeteneklerini gelecekte daha da artan bir ivmeyle hayata geçirmeyi planlıyor.
3D baskı ve 3D yazıcılar hakkında daha fazlası için 3Dörtgen Blog‘u ziyaret edin!
FDM 3D Yazıcılar ile Dayanıklı 3D Baskılar
FDM 3D yazıcılarda üreteceğiniz üç boyutlu baskılarınızı nasıl daha dayanıklı ve sağlam hale getirebileceğinizi öğrenmek için rehberimizi inceleyebilirsiniz.
Daha Dayanıklı Baskılar için Dilim Ayarları
Yazıda bahsedilen ayarlar çapı 0,4 mm baskı ucu içindir, ideal katman yüksekliği ve genişliği baskı ucu çapına göre oranlanmıştır. Kendi 3D yazıcınızın baskı ucu boyutlarına göre sayıları oranlayabilirsiniz.
Temel Ayarlar
Maker’s Muse tarafından hazırlanan videoda 3D baskı parçaları daha güçlü hale getirmek için temel adımlar yer alıyor. Dayanıklılık, iç dolgu (infill) oranı, yüzey kalınlığı, katman yüksekliği ve ekstrüzyon genişliği (extrusion width) gibi değişkenler üzerinde çeşitli dilimleme seçenekleri uygulanabilir.
İç dolgu oranlarına göre farklılaşan 3D baskı parçalar.
Genellikle gözden kaçan bir ayar olan dolgu örtüşmesi ise perimetrenin iç dolguya ne kadar iyi bağlandığında etkilidir ve sadece küçük bir artış yeterli olacaktır. Bu önerilerin gerçek hayattaki karşılığını görmek için çeşitli deneylere bir göz atmakta fayda var.
Soğutmayı Devre Dışı Bırakma veya Azaltma
Soğutma ile 3D baskı her filamente uygun olmasa da PLA gibi filamentler için oldukça kullanışlı bir özelliktir. Detaylı ve çıkıntılı tasarıma sahip parçalarda yüzey kalitesini artıran soğutma yöntemi, parçaların dayanıklılığını olumsuz yönde etkiler. Katman yapışmasının iyi olması baskı katmanı ve alt katmanın birlikte erimesine bağlı olduğu için soğutulan katmanlarda katman yapışması zor olacaktır. Baskı tasarımınıza göre soğutma seçeneğini eliyorsanız baskı sırasında fanı kapatmanız gerekir. Soğutma işlemi uygulanacaksa da yüzey kalitesini olumsuz etkilememek adına en düşük seviyede kullanmanız önerilir. CNC Kitchen tarafından hazırlanan video, PLA ve PETG filamentlerin soğutma seviyesine göre dayanıklılık testlerini gösteriyor.
Ekstrüzyon Genişliğini Artırma
Ekstrüzyon genişliğinin artması dayanıklılığı baskı ucu çapının %150-200’üne kadar artırır. Bu ayarın değiştirilmesiyle filament çıkış hızı artırıldığında iki sonuç doğar:
Her seferde daha fazla malzeme çıkışı olur.
Önceki katman ile baskı katmanının bağlanmasını kolaylaştımak için daha fazla aşağı yönlü ekstrüzyon basıncı oluşur.
Aşağıdaki CNC Kitchen videosunda gösterildiği gibi, ekstrüzyon genişliği arttıkça daha az malzeme kullanılıyor, baskı daha az zaman alıyor ve parça daha güçlü hale geliyor. Bunu bir taşla üç kuş vurmak olarak özetleyebiliriz.
Doğrusal Dolgu Kullanın ve Perimetre Sayısını Artırın
%50’den az iç dolgu ile basılan parçalar için petek deseni diğer desenlerin çoğundan daha dayanıklı olacaktır. Bununla birlikte, %50’den fazla iç dolgu yanında düz çizgili desenler ile daha dayanıklı baskılar alınırken, baskı petek desenlerine göre çok daha az zaman alır.
Anahat perimetre sayısının arttırılması, dolgu yoğunluğunun arttırılmasına kıyasla dayanıklılık üzerinde daha büyük bir etkiye sahiptir. Çünkü parçaların dış kısmında her zaman iç kısımdan daha fazla zorlanma yaşanır ve kalın duvarlar yüksek iç yoğunluktan daha kullanışlı hale gelir. %100 iç dolgu ile baskı her zaman en yüksek mutlak dayanıklılığı elde edecektir, ancak bir dayanıklılık-ağırlık oranı olan en yüksek özgül gücü elde etmek için dolgunun azaltılması ve daha fazla perimetre kullanılması gerekir.
Daha İnce Katmanlar Kullanın
Daha ince katmanlar, daha iyi katman yapışması ve genellikle daha yoğun parçalar sağlar. Baskı ucundan gelen ısı ince katmanların birbirine daha iyi yapışmasına yardımcı olabilir. Her iki durumda da, 0,1 mm’ye (100 mikron) kadar inmek dayanıklılığı en üst düzeye çıkaracaktır ancak 0,2 mm (200 mikron) seviyesi ile aradaki fark kayda değer bir dayanıklılık artışı getirmez. Bu nedenle daha kalın katman tercih ederek baskı süresini %25 oranında azaltmak çok daha değerli bir adım olabilir.
Sonuç: Dayanıklı 3D Baskılar
Özetlemek gerekirse, FDM 3D baskılarınızın dayanıklılığını artırmak için soğutmayı azaltın, ekstrüzyon genişliğini artırın, doğrusal dolgu kullanın, perimetre sayısını artırın ve daha ince katmanlar kullanın. Bu ipuçlarını ve püf noktaları dikkate alarak 3D baskılarınızın dayanıklılığını önemli ölçüde artırabilirsiniz. Deneyleri ile bu alanda bilgi birikimine katkıda bulunan tüm 3D yazıcı kullanıcılarına ve derlemede emeği geçen 3Dprinting.com ekibine selamlar göndererek yazımızı sonlandırıyoruz.
3D baskılarınız için hangi filamenti kullanmanız gerektiğini bilmiyorsanız, 3D Yazıcı Filament Rehberimize göz atabilirsiniz.
Tüm üretim ekipmanlarında olduğu gibi 3D yazıcılar da belirli bakımlar gerektiriyor. Üreticiler genellikle bakım faaliyetleri için kısa bir kontrol listesi sunar, ancak ne yazık ki bazı durumlarda kullanıcılar 3D yazıcı bakımını tamamen göz ardı etmese de erteleme eğiliminde olabiliyor. Bununla birlikte rutin bakımı sürdürmenin bir dizi faydası bulunuyor. Bakımı düzgün yapılan yazıcılar üretim faaliyetlerini daha iyi gerçekleştirebilir ve bu sayede aksamalar önlenebilir. Bakıma ayrılan zaman ve çaba, saatlerce sorun giderme ve hatta yedek parça teslimatlarını beklemek yerine günler ve haftalar kazandırabilir. Daha da önemlisi, düzenli bakım 3 boyutlu yazıcılarla çalışırken önemli ve kritik bir güvenlik faktörü olarak işler.
Bakım işlemlerine başlamadan önce elinizin altında iyi bir alet kitine sahip olmak ilk adımlardan biri olarak kabul edilebilir. Bu kısımda hemfikirsek, hayatınızı kolaylaştıracak bu kit temel olarak neler içermelidir konusuna yönelmek iyi olabilir. Birkaç öncelikli önerimiz şu şekilde:
Tornavidalar, alyan anahtarları ve pense
Bir tel fırça (isteğe bağlı ancak önerilir)
Eksenler ve kılavuzlar için gres veya yağlayıcı
Bezler ve IPA gibi temizlik malzemeleri
Elektroniğin tozunu almak için küçük bir fırça
Alet kitimiz tamamsa şimdi bakım adımlarına geçmeye hazırız demektir.
Hafif Temizlik ve Muayene
İşe ilk olarak yazıcıyı ve ana bileşenlerini incelemekle başlayabilirsiniz. Herhangi bir hasarı ve olası sorunları doğru bir şekilde değerlendirmek için hafif bir temizlik işinize yarayabilir. Şimdilik, yüzeysel bir toz almak yeterli olacaktır.
Kısa bir temizliğin ardından bileşenlerde hasar olup olmadığını kontrol edin
Tüm elektrik ve bağlantı kablolarının hasar açısından incelenmesi ve sıkı bir şekilde bağlanıp bağlanmadıkları kontrol edilmesi gerekiyor. Özellikle sıcak uç ve ısıtma tablası bağlantılarına dikkat etmelisiniz. Bunlar daha yüksek akım aldığından potansiyel bir yangın tehlikesi oluşturur.
Mekanik bileşenler de aşınma ve yıpranma açısından incelenmelidir. Özellikle zamanla gevşemeye meyilli olan plastik parçalara takılan vidalar yeniden sıkılmalıdır. Tüm kayış kasnak vidalarını kontrol ederek gerektiği şekilde sıkmaya özen göstermelisiniz.
Eksen ve Kılavuz Kontrolleri
Doğrusal kılavuzlar, eksenler boyunca düzgün ve hassas hareket sağlar. FDM, büyük ölçüde iyi kontrol edilen doğrusal harekete bağlı olduğundan, uygun şekilde bakım yapıldığında genel baskı kalitesini artırabilirler. Mekanik sürtünme ve hareket bozuklukları kademeli motorlardan daha fazla tork gerektiryor. Bu da genellikle aşırı ısınmaya yol açabildiğinden bu tür bir bakımın yangın güvenliği faydaları bulunuyor.
Hem bilyalı rulmanlı lineer çubuklar hem de taşıyıcı kızaklı lineer raylar, sürtünmeden kaynaklanan aşınma ve yıpranmayı azaltmak için bir yağlamaya ihtiyaç duyar . Aslında, bu bileşenlerin yağlama olmadan ne kadar süredir çalıştığına bağlı olarak kontrol etmek iyi olabilir. Kılavuz vidaların (genellikle Z ekseninde) yağlanması öneriliyor.
Yağlayıcı Seçme: Kelimenin tam anlamıyla düzinelerce farklı gres yağı bulunuyor. Bu nedenle 3D yazıcı üreticinizin ne önerdiğini kontrol ettiğinizden emin olun. Bununla birlikte, 3D yazıcılar için yaygın olarak kullanılan yağlayıcılar, beyaz lityum gresleri ve silikon ve Teflon gibi kuru yağlayıcıları içeriyor.
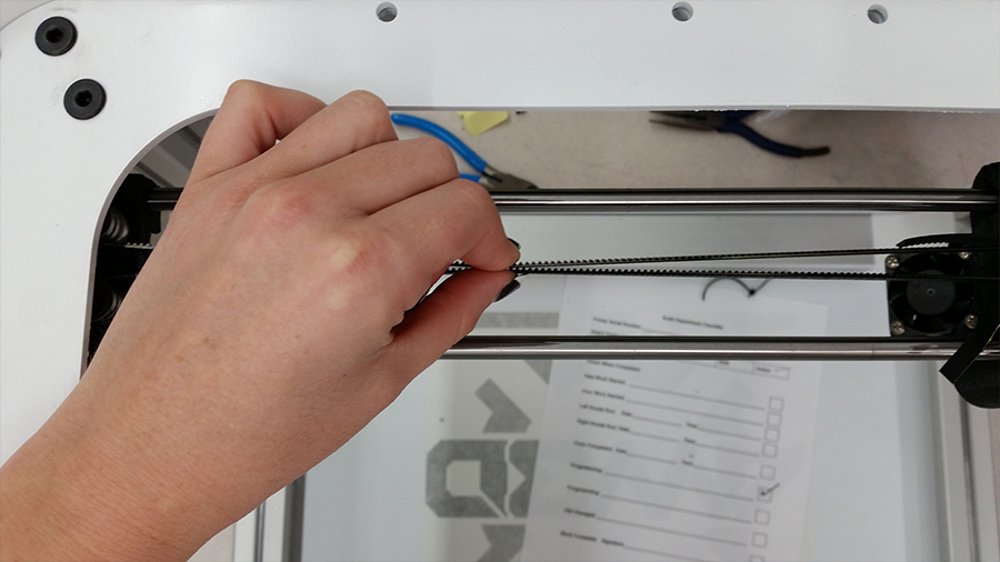
Kayış Gerginliği Hizalaması
Çoğu 3D yazıcı en az iki eksende triger kayışları kullanır. Hafif kayışlar hareketi çok verimli bir şekilde aktarır ancak tam olarak gerilmeleri gerekir. Eğer çok gevşeklerse kayış gevşeyebilir ve hatta dişleri atlayabilir. Ayrıca, hız ve yöndeki ani değişikliklere iyi yanıt veremezler. Yüzey kalitesi düşüşü özellikle yüksek baskı hızlarında fark edilir. Kayışlar çok sıkı olursa motorlar gerilir ve bu durum aşırı ısınmayla sonuçlanır.
Triger kayışları hareketi hassas bir şekilde aktarmak için uygun şekilde gerilmelidir
Kayış gerginlik ayarı: 3D yazıcılarda kullanılan triger kayışları genellikle kauçuktan yapılır ve bazen fiberglas veya çelikle güçlendirilir. Yapısı ne olursa olsun sonunda sıkılığını kaybedecek ve ayarlama gerektireceklerdir. Birçok 3 boyutlu yazıcıda oldukça basit bir vida ayarı gerektiren yerleşik kayış gerdirici mekanizmalar bulunur. Diğer makineler gerilimi ayarlamak için biraz tamir gerektirebilir.
Nozül Bakımı
3D yazıcı bakımı sırasında özellikle yazıcınızın püskürtme ucuna dikkat etmeniz gerekiyor. Nozül, FDM 3D yazıcının en önemli parçalarından biri olmasına rağmen kullanıcılar herhangi bir tıkanmayla karşılaşıncaya kadar nozülleri ihmal etme eğiliminde olabiliyor. Tıkanma olmasa bile nozül dışarıdan oldukça kirlenebilir. Bu, baskı kalitesini düşürebilir ve aynı zamanda eklemeli üretim alanınızın bir anda korkunç yanmış plastik kokusuyla dolmasına sebep olabilir.
Nozülleri olabildiğince temiz tutmaya çalışın. Temizlemek içinse ilk olarak nozülünüzü ısıtın ve ardışık baskılarda biriken tüm erimiş ve erimemiş plastiği çıkarmak için bir tel fırça kullanın. Bakım sırasında küçük pense veya kalın bezler de kullanılabilirsiniz ancak herhangi bir yanma tehlikesine karşı oldukça dikkatli olmalısınız. Hazır bakımdayken ısıtıcı bloğunu da temizleyebilir ve belki üzerine bir silikon kapak ekleyebilirsiniz. Eğer tel fırça kullanıyorsanız, ekstra metal güç beslemeli bileşenler arasında kısa devreye neden olabileceğinden yazıcınızı kapatmanız önerilir. Hatta bazılarının ana kartlarına zarar verdiğine dair raporlar bulunuyor.
Nozülleri iç-dış olmak üzere oldukça temiz tutun
Baskı Tablası Kontrolü
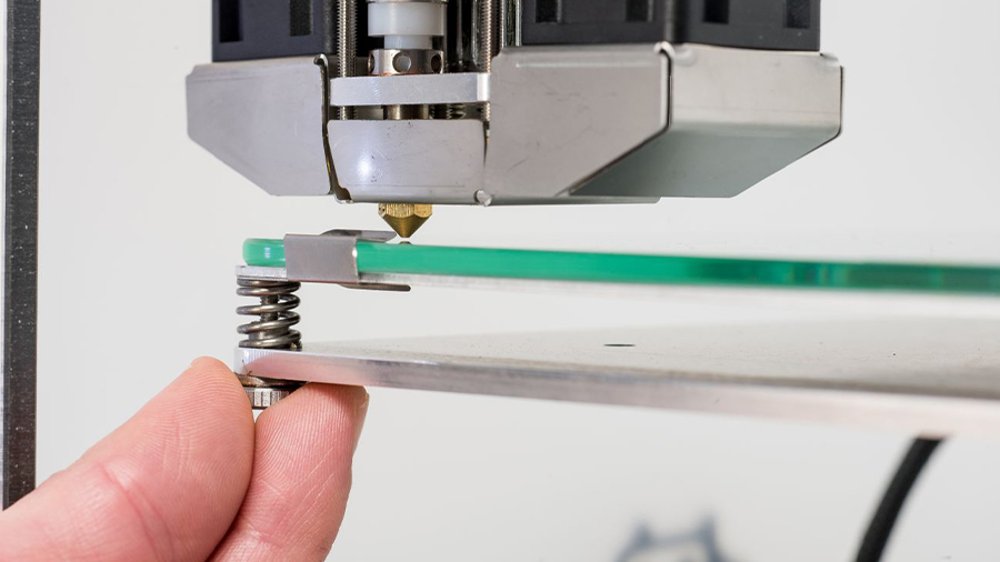
Düzgün bir ilk katman yapışması FDM 3D baskı için en önemli adımlardan biridir. Bu adım olmadan parçalar, baskının ortasında ayrılabilir ve köşeler özellikle ABS gibi sıcaklığa duyarlı malzemeler üretilirken eğilebilir. Baskıları tablaya yapıştırmak için kullandığınız stratejiden bağımsız olarak tablayı mümkün olduğunca temiz tuttuğunuzdan emin olun. Toz ve kir çok kolay birikir ve parmak uçlarımızda bulunan organik yağlar bile plastik yapışmayı bozmaya yeterlidir. Cam tablalar için IPA kullanımı öneriliyor.
Yapıştırıcı çubuklarının kullanılması yaygın bir çözümdür, ancak yapıştırıcılar kalın tabakalar halinde birikebilir ve baskı tablasını bir lavaboda sabunla yıkamanız gerekebilir. Bant veya özel yapışkan etiket kullanıyorsanız hasar olup olmadığını kontrol edin ve gerektiğinde değiştirmeyi ihmal etmeyin.
Başarılı bir baskı için ilk katmanın iyi yapışması oldukça önemlidir
Tabla Ayarı: Temizlendikten sonra tablanın düz olduğundan emin olun. Naylon veya PC gibi yüksek termal büzülme malzemeleri kullananlar için, PEI levhalar veya yeni bir ısıtmalı tabla daha uygun olabilir.
Filament Bakımı
Makaraların nasıl saklandığına veya yazıcıda ne kadar süredir kaldığına bağlı olarak filament üzerinde küçük toz parçacıkları birikebilir. Bu parçacıklar o kadar küçük olabilir ki genellikle fark edilmeyebilirler, ancak baskılarınızı ve nozülünüzü önemli ölçüde etkileyebilirler. Doğru depolama, partikül oluşumunu önlemek için 3D yazıcı bakımı işlemlerinde alabileceğiniz en etkili önlemlerden biri olabilir. Filamentlerinizi neme karşı korumak da avantajlar sunacaktır.
Toz filtreleri: Özellikle bir mağaza ortamında veya CNC’lerin yanında bulunan 3B yazıcılarda toz oldukça hızlı bir şekilde toplanabilir. Filamente ekstrüderden önce takılan sünger filament filtreler toz birikimi için kullanılabilir. Bu nedenle, yazıcınıza bir toz filtresi eklemeyebilirsiniz. 3B yazıcı bakım rutininizin bir parçası olarak süngeri temizlemeyi ve periyodik olarak değiştirmeyi unutmayın.
Özellikle tozlu ortamda çalışıyorsanız, filament filtresi kullanmayı ihmal etmeyin
Kalibrasyon
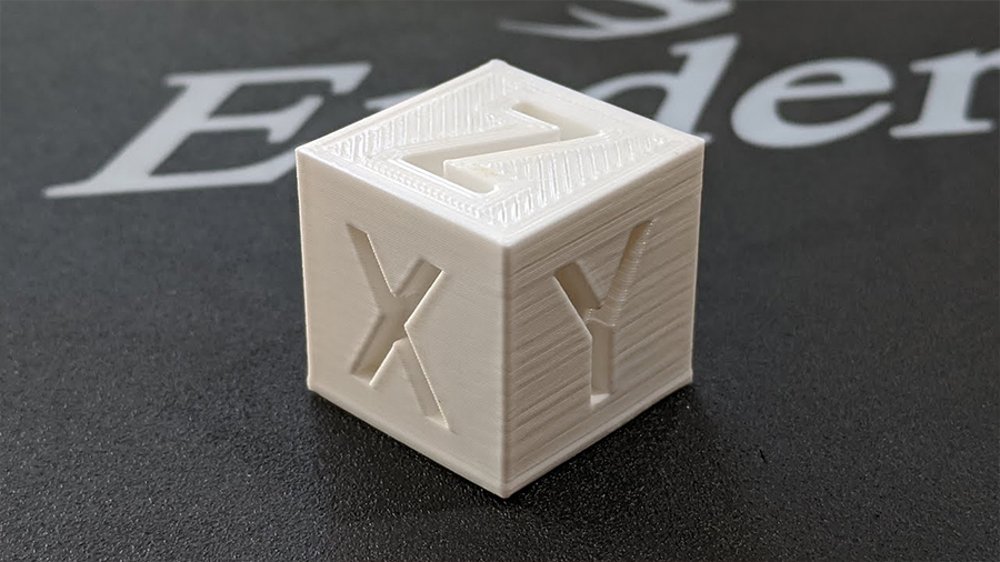
Şimdiye kadarki 3B yazıcı bakımı adımları genellikle sökme ve ayarlamaları içerse de son adım yazıcının iyi çalıştığından emin olmak diyebiliriz. Her şeyin çalışır durumda olduğundan eminseniz, XYZ kalibrasyon küpü gibi basit bir baskı ile başlayın. Bu, tabla yapışmasını ve yüzey kalitesini kontrol etmenin iyi bir yoludur. Aynı zamanda başka hangi kısımların ayarlanması gerektiğini değerlendirmelerde bulunmanıza olanak tanır.
XYZ kalibrasyon küpü
Son kapsamlı kalibrasyonunuzdan bu yana uzun zaman geçtiyse, ekstrüderin milimetre başına adımları da dahil olmak üzere eksiksiz bir kalibrasyon sürecinden geçmeniz faydalı olacaktır.
Nozül Değişimi
Yukarıda tartışılan rutin sıcak uçlu nozül temizliğinde bile çoğu FDM 3B yazıcıdan alınan standart pirinç nozüller hem harici hem de dahili olarak zamanla yıpranabilir. Bu, genellikle karbon fiber ve metalik filamentler gibi kompozit malzemeleri basan yazıcılarda daha hızlı gerçekleşebilir.
Nozzle uzun bir zaman içerisinde bozulduğundan bu hasarı tespit etmek oldukça zor olabilir. Baskı kalitesinde ani bir değişiklik olmamasına rağmen her baskıda küçük bir bozulma meydana gelir. Bu nedenle, nozülün her zaman iyi durumda olmasını sağlamak için yıl içinde rutin değişim planlamak çok önemlidir. Peki ya nozüller hangi sıklıkla değiştirilmelidir? Nozülün ne sıklıkla değiştirilmesi gerektiği kullanıma bağlıdır. Yalnızca PLA ile kullanılan bakımlı bir nozül uzun süre dayanabilir. Genel olarak her üç ila altı ayda bir değişim yapılmalıdır.
Doğru 3B Yazıcı Bakımı = Doğru Baskı
3B baskılarınızın niteliğini önemsiyorsanız yazıcı bakımlarını ihmal etmemeniz gerektiğini unutmamalısınız. Daha da önemlisi güvenli bir eklemeli üretim süreci için yazıcılarınızın bakımını aksatmadan düzenli olarak gerçekleştirdiğinizden emin olmalısınız. Bu temel adımları yerine getirmeden kaliteli bir eklemeli üretim sürecinden bahsetmemiz pek mümkün olmayacaktır.
3D baskı teknolojisi birçok farklı alanda kullanılarak üretimin kilometre taşlarını yerinden oynatmaya devam ediyor. Eklemeli üretim teknolojisinde doğru tasarımı oluşturmak ne kadar önemliyse projelerinize nasıl hayat vereceğiniz de bir o kadar önem taşıyor. Hızlı prototipleme için en uygun üretim biçiminin eklemeli üretim olduğunu biliyoruz ancak 3 boyutlu nesneler üretmek için doğru yazıcıyı bulmak bu kadar kolay mı? 3D baskı teknolojisinin ortaya çıkışından bu yana amaç dijital bir modeli fiziksel bir ürüne dönüştürmek olsa da her teknolojinin farklı artıları ve eksileri bulunuyor. Eklemeli üretimde sürekli bir çekişme halinde olan SLA ve FDM yazıcıları inceleyerek bu sorumuza yanıt bulmaya çalışacağız.
Hangi 3D yazıcıyı kullanmamız gerektiğine nasıl karar verebiliriz?
Patenti alınan ilk 3D baskı tekniklerinden biri olan Stereolitografi (SLA), ilk olarak 1986 yılında 3D Systems’ın kurucusu Chuck Hull’un bir reçinenin lazer yoluyla fotopolimerizasyonu için ilk ticari patenti almasıyla başladı. Birkaç yıl sonraysa 1988’de Stratasys‘in kurucusu Scott Crump, ilk FDM (Fused Deposition Modeling) yazıcısını tanıttı. Bu teknoloji, kolay kullanımı ve diğer teknolojilere kıyasla düşük fiyatı nedeniyle popüler hale geldi. FDM’deki gelişme, Ultimaker, Makerbot ve Zortrax gibi şirketlerin büyük markalar haline gelmesine izin verdi.
FDM Nedir?
En demokratikleştirilmiş imalat yöntemlerinden olan FDM (Fused Deposition Modelling) ya da FFF (Fused Filament Fabrication) katmanlı bir üretim teknolojisidir. En basit anlatımıyla FDM’de, bir malzeme rulosu (termoplastik filament), belirli bir sıcaklıkla eritilerek tablaya üst üste eklenir. Baskı sırasında erimiş haldeki filament, ekstrüder (itici motor) tarafından itilerek nozuldan geçer ve baskı tablasına bırakılmış olur. Her katmanda aynı süreç tekrarlar ve 3 boyutlu obje oluşur.
FDM Baskı Süreci
FDM yazıcıların ardındaki konsept oldukça basit. Termoplastik bir filament nozülün içerisinden geçerken eriyerek üretim tablasına katman katman işleniyor. Eriyebilen birçok malzemeden yararlanarak üretim yapabilen bu teknoloji çoğunlukla ABS, PLA, ve Nylon gibi malzemeleri kullanıyor. Malzeme portföyü bunlarla sınırlı kalmayan FDM aynı zamanda fiber glass, karbon fiber veya metal gibi farklı malzemelerden de yararlanıyor. Bu durum birçok farklı rengin ve esnek malzemenin geliştirilmesinde rol oynuyor.
SLA Nedir?
Tıpkı FDM gibi eklemeli üretim tekniklerinden biri olan Stereolitografi (SLA) de modelleri katman katman oluşturur. Ancak FDM’in aksine SLA bir sıvı reçine olarak tanımlayabileceğimiz fotopolimer kullanır. SLA yazıcılar modelleri genellikle baş aşağı oluşturur.
UV’ye yakın bir lazer ışını ince bir sıvı fotopolimer reçine tabakası üzerine tasarımın 2D bir bölümünü hızlıca çizer. Işığa duyarlı reçine polimeri daha sonra reaksiyona girerek tasarımın tek bir 2D katmanını oluşturarak katılaşır. Lazerin aşağıdan veya yukarıdan gelmesine bağlı olarak, nesne reçine ile hala temas halindeyken bir katman derinliğinde yükseltilir. Aynı zamanda nesneye sırasıyla yeni bir reçine katmanı da uygulanabilir. Ardından, 3D yazdırma işlemi tamamlanana kadar süreç, tasarımın her yeni katmanı için tekrarlanıyor. Son adım olaraksa tamamlanmış nesne temizlenerek nihai destek yapıları çıkarılıyor.
SLA Baskı İşlemi
Kısaca:
FDM: Katı termoplastiğin anlık olarak eritilerek, tablaya düştükten sonra hemen kuruması prensibiyle
SLA: Sıvı reçinenin ışık ile dondurulması prensibi ile çalışır.
Doğru Yazıcıyı Seçmek: SLA vs FDM
Mevcut 3D yazıcı türleriyle, belirli bir iş için doğru 3 boyutlu yazıcıyı seçmek oldukça güç bir hal aldı. 3D yazıcıların daha iyi ve daha uygun fiyatlı hale gelmesiyse bu ikilemi artırıyor. FDM ve SLA üzerine farklı kategorilerdeki karşılaştırmamızla birlikte hangi yazıcıların sizin için daha uygun olduğunu bulmaya çalışacağız.
SLA ve FDM’i farklı alt başlıklarda karşılaştırarak inceleyelim
Materyal Kullanımı
FDM yazıcılar çok çeşitli termoplastik polimerler kullanır ancak aynı zamanda filament formundaki kompozitler de kullanır. Baz termoplastik malzemeler ucuz olduğundan filamentler de oldukça ekonomiktir. Bir kilogram 3D baskı filamenti, malzeme türüne ve kalitesine bağlı olarak 24 ila 99$ arasında değişebilir.
FDM ile birlikte kullanılan Nylon Karbon Fiber Malzeme
SLA yazıcılarıysa 3D baskı için daha sınırlı bir malzeme yelpazesine sahiptir. SLA, sıvı reçine formunda ışığa duyarlı ısı ile sertleşen plastikler kullanır. Reçineler oldukça maliyetlidir ve çoğunlukla SLA yazıcı üreticileri tarafından üretilir. Bir litre reçinenin maliyeti, türüne ve kalitesine bağlı olarak yaklaşık 100 ila 200$ arasında değişebilir. SLA ile birlikte kullanılan malzemeler genellikle dişçilik ve mücevherat gibi özel uygulamalar için kullanılan malzemelerdir.
Renkler ve Karışımlar
FDM’nin malzeme portföyüne bağlı olarak renk seçimiyle çeşitlendirilebilir. Malzeme türünden bağımsız olarak, boyalar, tasarımcılara ve mühendislere büyük bir esneklik sunan bir renk paleti üretmek için üretimdeki malzeme ile kolayca birleştirilebilir. Geniş bir malzeme yelpazesi ile tedarikçiler daha fazla renk çeşitliliği sunarken, bazı üreticiler seçici müşteriler için özel renk eşleştirme hizmeti bile sunabiliyor.
Geniş renk portföyüne sahip FDM filamentleri
SLA ise renk çeşitliliği konusunda sınıfta kalıyor. Genellikle siyah, gri ve şeffaf renklerde bulunur. Bununla birlikte, tüm SLA malzemeleri, orijinal temel malzemenin harmanlanmış formlarıdır. Renkler genellikle sınırlı olsa da deney yapanların çeşitli renkler oluşturmak için kendi pigmentlerini karıştırabilecekleri bazı durumları göz ardı edemeyiz ancak bu oldukça zor bir süreç olabilir.
Yüzey Kalitesi
FDM yazıcılarla elde edilen yüzey kalitesinin minimum katman yüksekliği nedeniyle SLA kadar estetik olmadığını söyleyebiliriz. FDM baskılarda katman çizgileri açıkça görülebilir. Çizgi kalınlığı genel olarak yaklaşık 400 mikrondur. Yandan bakıldığında çizgi kalınlığı tipik olarak 50 – 400 mikron arasında ayarlanabilir.
SLA yazıcıları, parçanın her çizgisini “çizmek” için bir lazer kullandığından, ortaya çıkan çizgiler çok daha küçük ve estetik açıdan daha pürüzsüz bir yüzey kalitesi sunar. Lazerin ve ortaya çıkan iyileştirilmiş çizgilerin yaklaşık genişliği 20 mikrondur. FDM ile karşılaştırıldığında mikron farkı oldukça göze çarpıyor.
El işçiliği düzeyinde ürün sunan SLA
Boyutsal Doğruluk
FDM 3D baskı, daha büyük özellikler için iyi bir boyutsal doğruluk sağlar. Daha küçük detaylar içinse boyutsal doğruluk oranı bu kadar iyi olmayabilir. Bu, 3D yazıcı türüne (DIY, masaüstü, profesyonel veya endüstriyel FDM yazıcı) bağlı olarak da değişebilir. Bu noktada doğru 3D yazıcıyı seçmek bir görev haline geliyor çünkü boyutsal doğruluk, kalibrasyon ve dilimleme ayarları gibi diğer faktörlere de bağlıdır.
Bir SLA yazıcı çok iyi bir çözünürlük elde edebildiğinden boyutsal doğruluk oranı diğer 3D baskı teknolojileriyle karşılaştırılamayacak düzeyde iyidir. Öncelikli hedefiniz yüzey kalitesi ve ince özelliklerde (mücevher veya diş hekimliği gibi) doğruluksa, SLA harika bir seçim olacaktır.
SLA yazıcı ile basılan parçalar
Parça Sağlamlığı
FDM yazıcılar, polimerler ve kompozitlerde baskı yapabilme yeteneklerinden dolayı dayanıklı, kullanılabilir, uzun ömürlü parçalar üretmeye gelince önemli bir avantaja sahiptir. Örneğin naylon karbon fiberde baskı yapmak inanılmaz derecede güçlü ve aynı zamanda hafif bir parça üretmenizi sağlar.
SLA yazıcılar, genel olarak güçlü parçalar yerine hassas ve ince ayrıntılı parçalar oluşturmalarıyla bilinir. Bu durum birçok faktörün birleşiminin bir sonucudur. Birincisi, kürlenmiş reçineler oldukça kırılgan olma eğilimindedir. Diğer bir nedense FDM baskılardan farklı olarak SLA baskıların katı şekilde basılamamasıdır. Bu tür parçalar çatlaklara, eğrilmelere ve sıklıkla baskı hatalarına neden olabilir.
Kullanım Kolaylığı
FDM yazıcıların kullanımı oldukça basittir. Yazıcının bir ucuna plastik filamenti diğer ucunu da ekstrüder yerleştirerek baskı işlemine başlayabilirsiniz. Bu kullanım kolaylığı FDM yazıcıları bir ev, ofis veya okıl ortamında kullanmak isteyenler için iyi bir seçenek haline getiriyor. Parçalar kuru ve temiz çıktığ için işlem sonrası sürece pek bir iş kalmıyor diyebiliriz. Kalan malzemeler bir sonraki baskı için sert plastik filament formunda kolayca saklanabiliyor. Üretimde sürdürülebilirlik açısından da bu özelliği oldukça önem taşıyor.
SLA baskı parçalar estetik açıdan güzel görünse de sürece sürece dahil olan birden fazla iş bulunuyor. Sıvı reçinede parça basmanın doğasından kaynaklanan karmaşa nedeniyle bazı parçalar için güçlük yaratabilir. Parçalar yapışkan bir şekilde çıkar ve yüksek derecede toksik olabilir. Bu sebeple baskı işlemi gözlük, eldiven ve diğer koruyucu ekipmanların kullanılmasını gerektirir.
İş güvenliği kapsamında SLA yazıcılarla çalışırken çok daha dikkatli olmak gerekiyor
Baskı Maliyeti
FDM, 3D baskı alanındaki en uygun fiyatlı teknoloji olabilir. Sadece yazıcı açısından değil aynı zamanda operasyonları açısından da ucuzdur. Bunun sebebi kullanılan malzemelerin diğer teknolojilere göre çok daha ucuz olmasıdır. Sonuç olarak, FDM 3D baskı yoluyla üretilen ürünler, karşılaştırmalı ürünlere göre genellikle daha uygun fiyatlıdır.
SLA yazıcılarla gerçekleştirilen eklemeli üretimse oldukça maliyetli bir süreci beraberinde getiriyor. Lazer kaynağı ve tarama aynaları gibi pahalı parçalara ek olarak, ham madde (reçine) de pahalıdır. Ayrıca neredeyse tüm modeller bir miktar destek yapısı gerektirir ve bu nedenle 3D yazdırılmış çıktılar pahalı hale gelir.
Nihai Kararınız Ne Olacak?
FDM ve SLA 3D yazıcılar birçok sektörde popüler olduklarını kanıtladı ve kullanımları giderek artmaya devam ediyor. Bazıları bir teknolojiyi diğerine tercih edebilirken, birçoğu her teknolojinin gücünden yararlanmanın faydasını görüyor. Örneğin, bir şirketteki bir tasarımcı, son bir parçaya ayrıntılı bir bakış için SLA’yı kullanırken bir mühendis, prototip testi için ABS gibi bir üretim malzemesiyle bir parça üretmek için FDM’yi kullanabilir.
Birinden birini seçmeniz gerekiyorsa kendinize yaygın malzemelerle basılmış daha sağlam bir parçaya mı yoksa güzel görünen son derece ayrıntılı bir parçaya mı ihtiyacınız olduğunu sorun. Daha güçlü, kullanışlı bir parçaya ihtiyacınız varsa, bir FDM yazıcıyı tercih edebilirsiniz. Eğer güzel görünümlü, ayrıntılı bir parçaya ihtiyacınız varsa SLA yazıcı sizin daha doğru bir tercih olacaktır. Her iki durumda da 3D baskı, dijital bir tasarımı alıp onu hızla fiziksel bir gerçeklik haline getirmenin en kolay yoludur.
İşiniz, atölyeniz veya hobileriniz için en uygun 3D yazıcıyı keşfetmekte zorlanıyorsanız; ücretsiz danışmanlık hizmetimizden faydalanmak için bizimle bu bağlantı üzerinden iletişime geçebilirsiniz.